Дипломная работа: Альтернативный вариант технологического процесса изготовления детали "Крышка ТМ966.Сб2120–5СБ"
3. разработать проект токарно-фрезерного с ЧПУ участка по изготовлению деталей;
4. наметить мероприятия по охране окружающей среды и безопасности жизнедеятельности работников цеха и по увеличению ресурса деталей;
5. определить технико-экономические показатели работы участка.
Проектируемый технологический процесс должен иметь более высокие показатели по сравнению с базовым процессом.
1.3 Анализ технологичности конструкции детали
Рабочие чертежи обрабатываемых деталей ТМ966.2120-35 и ТМ966.2120-36 содержат все необходимые сведения, дают полное представление о деталях, т.е. все проекции, разрезы, сечения чётко и однозначно объясняют их конфигурацию и возможные способы получения заготовок.
Показаны размеры с необходимыми отклонениями, требуемая шероховатость обрабатываемых поверхностей, допускаемые отклонения от правильных геометрических форм, а также относительного расположения поверхностей.
При анализе чертежа ТМ966.2120-35 выявили следующее:
Основными конструкторскими базами являются: наружная цилиндрическая поверхность №3 D200 и торец №8. Поверхность №3 выполнена по 9 квалитету точности, с допуском на размер 0,115 мм, с шероховатостью 2.5 мкм.
Вспомогательными конструкторскими базами являются:
— внутренняя цилиндрическая поверхность №14 D190. Отверстия №14 выполняется с допуском на размер 0,072 мм и шероховатостью 2,5 мкм. На последующих операциях в отверстие №14 запрессовывается бронзовая втулка – это способствует снижению износа штока;
— канавка №4 D193, выполняется по 8 квалитету точности, с допуском на размер 0,072 и шероховатостью 2,5 мкм;
— торец №10 выполняется с радиального биения 0,08 мм относительно базы Е (поверхность №3);
— торец канавки №15 выполняется с допуском на размер 0,74 мм, с допуском радиального биения 0,1 мм относительно базы Ж (поверхность №14);
Вышеперечисленные основные и вспомогательные базы связаны между собой допусками:
— допуск радиального биения поверхности №14 относительно базы Е (поверхность №3) 0,3 мм;
— допуск радиального биения торца №8 относительно Е 0,1 мм;
— допуск радиального биения наружной поверхности резьбы №5 относительно базы Е 0,1 мм;
— допуск радиального биения диаметра канавки №4 относительно базы Е 0,08 мм;
Сложность изготовления детали «Корпус» обусловлена высокими требованиями к соосности под уплотнения (канавка №4) и опорно-направляющую втулку (поверхность №14) относительно посадочного места в цилиндр (поверхность №3).Из всех поверхностей детали «Корпус» наименее технологичной является канавка №4. Причин низкой технологичности несколько: высокие требования к шероховатости посадочного места уплотнения 2,5 мкм, к соосности диаметра канавки относительно базы Е 0,08 мм, выполнение размера D193 мм по 8 квалитету точности.
Перед началом разработки технологического процесса необходимо оформить технологический чертёж детали, изображающий деталь без размеров, с присвоением номера каждой поверхности подлежащей обработке.
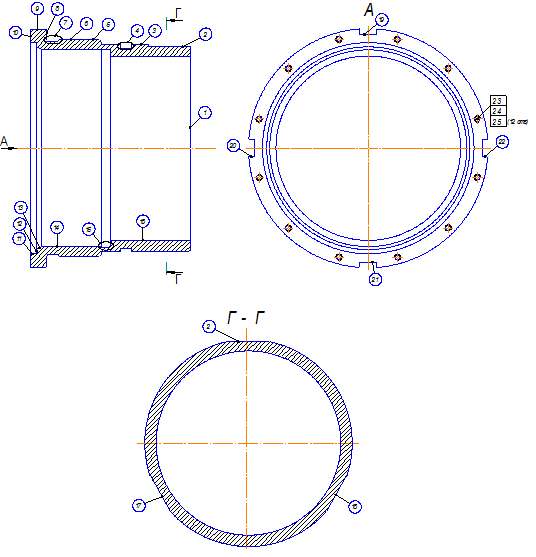
Рис. 2. Технологический чертеж детали «Корпус»

Рис. 3. Технологический чертеж детали «Втулка»
1.4 Выбор и обоснование типа производства
Тип производства согласно ГОСТ 3.1108–74 характеризуется коэффициентом закрепления операции за одним рабочим местом или единицей оборудования:
![]() ,
,
где N – число различных операций, выполняемых в течении календарного времени; Pm – число рабочих, на которых выполняются данные операции.