Дипломная работа: Проектирование участка мелкой листовой штамповки
а) б)
Рис. 1.4 Схемы расположения главных валов у прессов закрытого типа: а - параллельно фронту; б - перпендикулярно фронту.
а) б) в)
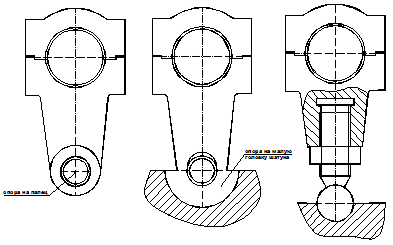
Рис. 1.5 Соединение шатуна с ползуном: а, б - цилиндрическая опора; в - шаровая опора
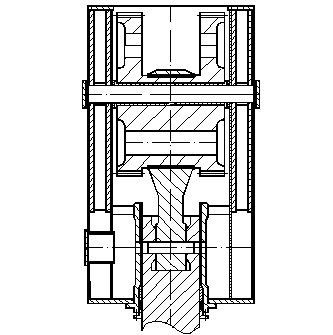
Рис. 1.6 Соединение ползуна с шатуном через промежуточный плунжер
Соответственно получаемому при этом различному передаточному числу между приемным и главным валами, определяется соотношение их чисел оборотов в минуту при данном числе оборотов маховика, что и определяет номинальное (паспортное) число ходов пресса в минуту при режиме непрерывных ходов (рис. 1.7). Равно, как и предыдущий признак определяется необходимым передаточным отношением для данного типоразмера гаммы.
7. Расположением первичных (промежуточных) валов относительно главного вала, например верхнее или боковое (консольное) расположение промежуточных валов. При необходимости определяется по конструктивным соображениям.
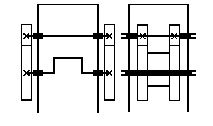
8. Открытым или закрытым размещением шестеренных передач (рис. 1.8). Хотя закрытые передачи и предпочтительнее по соображениям безопасности, условиям смазки и компактности, мы оставляем зубчатую передачу открытой, чтобы избежать необходимости конструирования масляной ванны.
9. Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола.
10. Особенностями кинематической схемы кривошипного механизма в соответствии с технологическим назначением пресса. Например, прессы двойного и тройного действия, применяемые для глубокой вытяжки, имеют колено рычажный механизм, передающий движение наружному ползуну, осуществляющему прижим заготовки во время ее вытяжки к прижимной поверхности матрицы вытяжного штампа. Кинематика колено рычажного механизма (рис. 1.9) обеспечивает получение остановки прижимного ползуна на все время выполнения операции вытяжки вытяжным ползуном пресса. В соответствии с необходимостью выбрана простейшая 4-х звенная схема.
По конструкции станин различают прессы открытые (с открытым столом) и закрытые, у которых подштамповая плита на столе открыта для доступа с фронтальной и с задней сторон пресса.
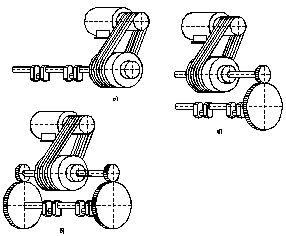
Рис. 1.7 Схемы конструкций приводов двухкривошипных прессов: а - одноступенчатая передача; б - двухступенчатая передача; в - двухсторонняя двухступенчатая передача
а) б)
Рис.1.8 Схемы расположения зубчатых передач однокривошипного пресса: а - открытое расположение; б - закрытое расположение.
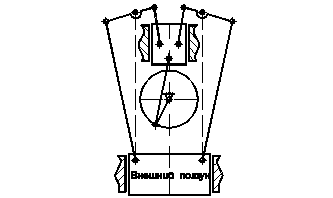
Рис. 1.9 Кинематическая схема коленорычажного механизма подвески наружного (прижимного) ползуна однокривошипного действия
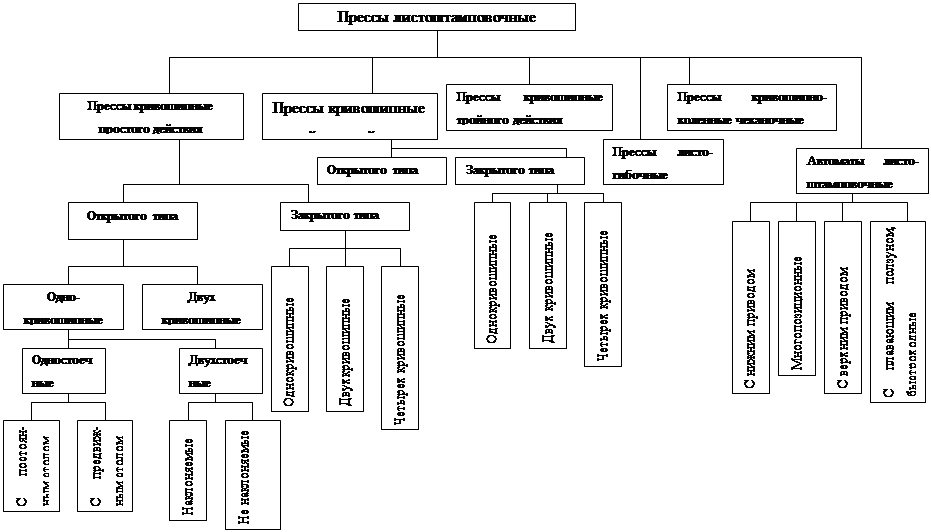
Рис. 1.10 Классификационная таблица кривошипных листоштамповочных прессов /3/.
Открытые прессы могут быть с наклоняемой или не наклоняемой станиной, с переставным по высоте столом и с рогом вместо стола, на котором можно обрабатывать боковые поверхности крупногабаритных полых изделий, надевая их полостью на рог пресса. Открытые прессы могут иметь одно- и двухстоечную конструкцию станины. Прессы закрытого типа имеют двухстоечную станину. Наиболее рациональна конструкция открытой двухстоечной станины, т.к. открытая станина обеспечивает простоту и удобство эксплуатации и обслуживания машины, а двухстоечная конструкция позволяет организовывать процесс штамповки в любом направлении.
На рис. 1.10 приведена классификация основных типов современных листоштамповочных прессов с кривошипным механизмом.
1.5 Техническое задание на проектирование
Целью дипломного проекта является проект участка для изготовления масляного фильтра автомобилей семейства ВАЗ с годовой программой выпуска не менее 300 тыс. шт. в год. Обзор номенклатуры деталей позволил выявить следующие группы деталей, входящие в конструкцию фильтра:
1. низкие и средние по высоте детали, которые могут быть получены формовкой или неглубокой вытяжкой (усилитель, скоба, кольцо и крышки).
2. высокие детали, требующие глубокой вытяжки (низкий и высокий корпуса фильтра).
3. резинотехнические изделия, изготовление которых требует специального оборудования.
4. трубка, изготовление которой рациональнее перфорацией.