Дипломная работа: Процесс изготовления детали корпус ТМ966-2120-57
Сд = Сз + Смех =1.05+324,6=325,65 руб
1.11 Назначение и обоснование технологических баз, схем базирования и установки заготовки
Достижение конструкторских требований к детали в процессе их изготовления обеспечивается технологией обработки, в которой особая роль принадлежит установке заготовок в рабочие поверхности приспособлений. Определенное положение относительно режущих инструментов и станка придается заготовке в процессе базирования, когда образуются её геометрические связи с элементами приспособления. Чтобы эти связи не нарушились при механической обработке, заготовку закрепляют, создавая силовое замыкание связей. В процессе установки решаются две различные задачи: базирование и закрепление заготовок.
При разработке технологического процесса механической обработки детали основополагающим принципом, обеспечивающим требуемую точность изготовления, считается обеспечение принципа единства конструкторских, технологических и измерительных баз.
Особое значение вопросы базирования приобретают при обработке заготовок в условиях мелкосерийного производства с использованием настроенного на размер оборудования, для стабильности выполнения размеров при механической обработке.
Разработка схем базирования делится на два основных этапа:
1. Выбор черновых технологических баз;
2. Назначение чистовых технологических баз.
Назначение черновых технологических баз.
При назначении черновых технологических баз учитывают те условия, при которых обеспечивается заданная точность при минимуме припусков на обработку. Для базирования на первой операции используем наружная поверхность стального круга, диаметр которого Ç125 мм. Эти поверхности удовлетворяют требованиям для черновых баз:
достаточные размеры для закрепления;
на поверхностях отсутствуют дефекты;
используются только на первых переходах.
наиболее ответственные поверхности при прокате.
Схема базирования представлена на рис.2
Назначение чистовых технологических баз.
Назначение чистовых технологических баз является многовариантной задачей. Оптимальный вариант можно отыскать только на основе анализа решений технологических размерных цепей. При этом должны соблюдаться принципы соответствия конструкторских и технологических баз (по мере возможности) - рис.3
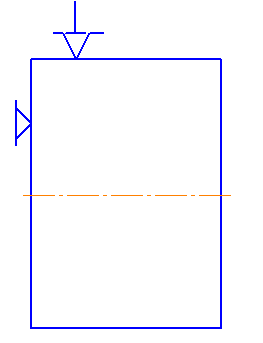
Рис.2 Схема базирования на черновых операциях черновых операциях.
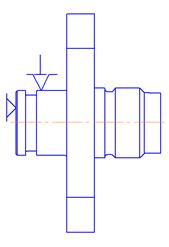
Рис.3 Схема базирования на последующих операциях черновых операциях
1.12 Выбор методов обработки отдельных поверхностей с альтернативными вариантами
Выбор методов обработки может производиться по данным, приведенным в справочной литературе [2,4,6] для определенного вида поверхностей, имеющих заданную чертежом точность и шероховатость. Некоторые из внутренних цилиндрических поверхностей детали имеют точность, выполненную по 9 квалитету, следовательно, должны обрабатываться несколькими методами. Поэтому при наличии разработанного чертежа заготовки методы обработки на эти поверхности лучше выбирать по уточнению.
Уточнение представляется отношением допусков заготовки Тзаг на каждую поверхность к соответственным допускам Тдет , проставленным на чертеже детали, т.е.
eобщ = Тзаг /Тдет (14)
Такое уточнение является общим для данной поверхности.
Методы обработки поверхностей, обеспечивающие требуемую точность размеров, и соответствующие этим методам уточнения представлены в таблице
При выборе методов обработки руководствуемся рекомендациями, согласно которым возможно большее количество поверхностей желательно обрабатывать одним способом. Это позволяет совместить наибольшее число переходов во времени, уменьшить количество операций, сократить трудоемкость, цикл и себестоимость обработки.
Приведем расчет общих уточнений для некоторых поверхностей детали. Величины межоперационных допусков взяты из справочника [6].
Таблица 5