Дипломная работа: Разработка газоразрядного экрана
140(50)
150(75)
220(90)
260(130)
450(120)
475(250)
Встык капиллярным
инструментом при диаметре шарика (2-2.5)dпр
25
50
75
60(30)
70(45)
85(75)
90(45)
100(75)
150(135)
140(60)
160(100)
200(175)
290(100)
300(200)
400(350)
P.S. Размеры без скобок обозначает длину сварного соединения, а в скобках - ширину сварного соединения.
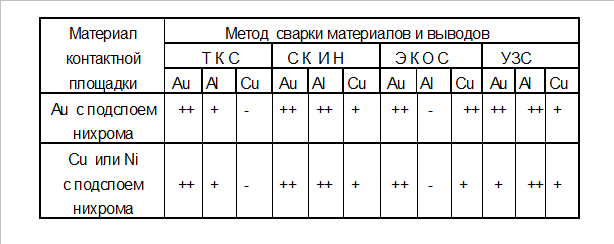
В зависимости от материала вывода и контактной площадки используют термокомпрессионную сварку (ТКС), сварку косвенным импульсным нагревом (СКИН), электроконтактную одностороннюю сварку (ЭКОС) сдвоенным инструментом и ультразвуковую сварку (УЗС). Определяющей тенденцией развития методов микросварки от ТКС до УЗС является локализация зоны нагрева, что уменьшает тепловое воздействие на изделие в целом и повышает воспроизводимость параметров сварного соединения.
Таблица 2
Термокомпрессионная сварка.
При термокомпрессионной сварке соединение образуется в твердой фазе в результате нагрева и сжатия соединяемых поверхностей. Пластическая деформация, возникающая в зоне контакта , способствует вытеснению адсорбированных газов и остаточных загрязнений с контактных поверхностей, становится возможным электронное взаимодействие соединяемых материалов, т.е. образование межатомных связей. Получению прочного соединения способствует также ограниченная взаимная диффузия материалов и образования твердых растворов в тонкой приграничной области.