Дипломная работа: Разработка газоразрядного экрана
Al,
30-100
Cu,
30-80
Для точного дозирования энергии проводимой в зону сварки и уменьшения инертности процесса, используют амплитудно-модулированный импульс тока с несущей частотой от 0.5 до 1.5 кГц. Устройство автоматической стабилизации обеспечивает точность температуры торца инструмента в пределах ± (2-5)°С.
Инерционность процесса определяется охлаждением торца инструмента до исходной температуры, которая влияет на длительность интервала между последовательными циклами сварки. Для соединения внахлест применяют круглый V-образный инструмент с конусной частью. Средний диаметр торца составляет 0.2 мм т.е. (2-3)dПР . Такая форма позволяет выполнить сварные соединения с интервалом до 1с. Плоский V-образный инструмент толщиной 0.2 мм с дополнительными медными теплоотводами уменьшает интервал до 0.5с.
Инструмент изготавливают из ниобиевых теплостойких сплавов (стойкость до 6000 сварных точек) или из твердых сплавов (до 40000 сварных точек).
Сварка сдвоенным электродом является разновидностью контактной сварки, приспособленной к особенностям соединений в микросхемах. Эти особенности предопределяют одностороннее расположение выводов (электродов) и объединение их в жесткую конструкцию с электроизоляционной прослойкой. В зависимости от диаметра проволоки для перемычки (30-150 мкм) длина торца каждого, составляет 20-100 мкм, ширина 80-600 мкм, толщина прокладки 30-220 мкм. Материалом электродов могут быть вольфрам, молибден и др. Материалы прокладок - слюда, синтетический корунд и др. Относительно большие размеры инструмента позволяют сваривать перемычки диаметром до 250 мкм, но требуют при этом соответствующего увеличения контактных площадок.
В процессе сварки перемычка на участке под инструментом является составной частью электрической цепи. Место соединения разогревается за счет тока и выделения теплоты в месте контакта "перемычка-электрод".
Воспроизводимость качества соединения существенно зависит от повторяемости значений электрического сопротивления в месте контакта. Поэтому сварочные установки предусматривают автоматическое регулирование усилия сжатия (3-10 Н) по заданному контактному сопротивлению. Кроме того, целесообразно импульсное воздействие давления: давление включается в момент нагрева почти до максимальной температуры и снижается перед выключением нагревающего импульса тока (600-1000 Гц) и модуляция тока по амплитуде позволяет обеспечить предварительный постепенный прогрев зоны сварки в начале цикла, что исключает тепловой удар на контактную площадку и отжиг материала в сварной точке в конце цикла.
В зависимости от режимов сварки (длительности, мощности и скважности импульсов, а также приложенного давления) могут иметь место следующие механизмы соединения :
1) Соединения в твердой фазе в результате рекристаллизации соединяемых материалов и прорастания зерен через поверхность раздела;
2) Соединение ниже температуры рекристаллизации за счет электронного взаимодействия и межатомного сцепления;
3) Соединение в жидкой фазе в результате расплавления при температуре выше эвтектической.
При ультразвуковой сварке соединение металлов в твердой фазе осуществляется путем возбуждения в них упругих колебаний ультразвуковой частоты с одновременным приложением давления. Перед включением УЗ колебаний под действием статически приложенной нагрузки на инструмент, из-за деформации проводника создается некоторая первоначальная площадь контактирования на границе раздела инструмент-проволока и проволока-кристалл.
После включения УЗК в результате активирующего действия ультразвука, снижающего предел текучести алюминия, облегчается пластическая деформация проводника и идет интенсивная осадка его.
Таким образом, УЗК при сварке прежде всего создают условия для быстрого деформирования физического контакта, одновременно с этим происходит активация контактных поверхностей, приводящая к образованию очагов взаимодействия в условиях пластической деформации Al и упругой деформации Si. При осадке алюминиевого проводника окисная пленка на нем растрескивается и в зону контакта выходит чистый алюминий, растекание которого на поверхности кристалла способствует удалению из зоны сварки загрязнений и осколков окисных пленок.
В промышленности широко применяются автоматизированные установки для присоединения по заданной программе проволочных алюминиевых выводов к КП кристалла : ЭМ-4020В, ОЗУМ-12 и т.д.
В отдельных случаях находят применение методы сварки такие как : лазерным и электронным лучом. Преимущества этих способов в чистоте процесса, Возможности выполнения соединения через любую прозрачную среду. Однако эти способы имеют и недостатки : некоторая комбинация металлов вследствии быстрого нагрева и охлаждения в точке соединения становятся хрупкими, а тепловой режим зависит от отражательной способности соединяемых материалов. Способы требуют точного регулирования количества энергии, длительности импульса, пиковой мощности, формы и воспроизводимости импульсов.
2.1.2. Технология сборки методом перевернутого кристалла [ flip-chip].
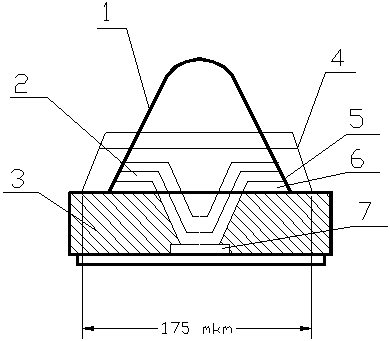
рис 3
1 - сформированный шарик из припоя 5%Sn-0.5%Pb
2 - слой фазового состава Cr+Cu
3 - стекло
4 - первоначально осажденный припой
5 - интерметаллическое соединение
6 - Cr
7 - Al