Дипломная работа: Совершенствование производства труб из полиэтилена низкого давления путем применения суперконцентратов
Во второй группе машин представляет интерес литьевая машина «Allrounder 200» (США). Она создана на основе стандартной модели литьевой машины и снабжена вторым узлом впрыска, клапаном для переключения потоков, материала и дополнительной системой управления. Дополнительный узел впрыска установлен перпендикулярно первому узлу. Эта машина используется в основном для отливки клавишей счетных и пишущих машинок.
Третью группу машин представляет установка, состоящая из нескольких машин, установленных по обе стороны поворотной формы. Примером может служить установка, состоящая из трех литьевых машин, которые расположены по обе стороны от неподвижной плиты, на которой находится блок с поворотными полуформами. К подвижным плитам также присоединены полуформы. Подвижные плиты передвигаются по колоннам при помощи гидроцилиндров и производят смыкание форм. Затем к формам подводятся литьевые машины тоже при помощи специальных гидроцилиндров. После впрыска и охлаждения расплава все литьевые машины и подвижные плиты отводятся, а неподвижная плита поворачивается на 180° вокруг вертикальной оси. Затем снова происходит смыкание форм и впрыск материала. Впрыск материала со стороны двух машин производится через два отдельно расположенных литниковых канала. В результате получается трехцветное изделие. Можно с обеих сторон от неподвижной плиты установить по две машины и отливать четырехцветное изделие.
При производстве многоцветных изделий необходимо учитывать конструкцию формы, так как для четкого разграничения цветов требуется обеспечить высокую точность изготовления формующих элементов. Для этого также должна быть достигнута определенная плоскостность поверхностей арматуры и матрицы в местах их стыка. В противном случае граница цветов будет размазана. Кроме того, арматура должна быть на 0,01–0,02 мм выше матрицы. Это позволит исключить подливы.
При конструировании многоцветного изделия учитывается совместимость полимеров (если его предполагается изготавливать из разных материалов). Для повышения прочности таких деталей используют различные уступы, приливы, штифты и т.п. Формы для получения многоцветных изделий имеют большое число подвижных элементов и изготавливаются с повышенной точностью. Их отличительной особенностью является наличие механизма, перемещающего оформляющие части из одной позиции в другую.
Фирма «Chubu Loses Co Ltd» (Япония) разработала форму, которая разделена перегородками на две части (или более). После впрыска одного расплава перегородки извлекаются из формы (без ее разъема) и производится впрыск второго.
Конструкция форм фирмы «Arburg Allrounder Co» (ФРГ) предусматривает многократное их замыкание и размыкание при отливке одного или нескольких изделий. Примером может служить шестигнездная двухпозиционная форма для изготовления клавиши или двухгнездная форма для телефонного цифрового диска.
В Австрии применяют 20- и 26-гнездовые формы, которые позволяют отливать полный комплект клавиш для пишущих машинок. Клавиши, очищенные от литников и облоя, отличаются высокой точностью размеров (до ±0,01 мм). Для отливки клавиш также может быть использована специальная стационарная форма с двумя литниковыми каналами для двух расплавов, снабженная выдвижными стержневыми вставками, которые закрывают в момент впрыска первого материала литниковый канал и часть формы, предназначенные для второго материала [14].
1.1.3 Переработка полимеров методом экструзии
Как отмечалось выше, полиэтилен можно перерабатывать методами экструзии и литья. В данном дипломном проекте предлагается изготавливать полиэтиленовые трубы методом экструзии.
Экструзия – это изготовление из гранулированного, порошкообразного или зернистого полимера бесконечного формованного профилированного изделия.
В экструзионной установке наиболее значимым элементом является сам экструдер, называемый также шнековым прессом.
Принцип работы экструдера состоит в том, что в нагреваемом материальном цилиндре вращается шнек, который уплотняет, расплавляет и гомогенизирует полимерную массу, а затем выдавливает ее сквозь выходное отверстие формующей головки. Сам по себе экструдер еще не является машиной для переработки полимеров, а представляет собой лишь пластицирующее устройство.
Экструдер, укомплектованный формующей головкой, устройствами калибровки, охлаждения, отвода и намотки – это технологическая установка для переработки полимеров.
Наряду с одношнековыми машинами также используются и многошнековые экструдеры.
Из многошнековых машин для переработки порошкообразных полимеров особое значение приобрел двухшнековый экструдер.
Экструзии поддаются все термопласты. Единственное ограничивающее условие – все подлежащие переработке полимеры в состоянии плавления должны обладать высокой степенью вязкости. Это необходимо для того, чтобы выходящий из формующей головки расплав не растекался, а сохранял на короткое время приданную ему форму. Высокая вязкость расплава достигается либо высокой степенью полимеризации, либо введением в полимер определенных добавок. Из всех термопластов экструзией чаще других перерабатывается ПВХ, за ним следуют ПЭ и ПП. При изготовлении труб для обогрева полов все большее значение приобретает сшитый ПЭ, в котором образование поперечных химических связей достигается использованием пероксида. Как правило, доля порошковых добавок (вспенивающий агент или пероксид) в полимере составляет от 0,5 до 5%.
Основным элементом экструзионной производственной линии является экструдер. Одношнековый экструдер состоит из материального цилиндра с размещенным в нем шнеком, электродвигателя, загрузочного бункера и редуктора (рис. 1.1).
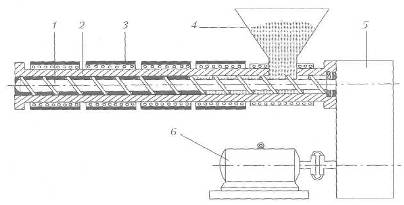
Рис. 1.1. Схематическое изображение экструдера: 1 – шнек; 2 – материальный цилиндр; 3 – нагреватели; 4 – загрузочный бункер; 5 – редуктор; 6 – двигатель
На цилиндре устанавливаются несколько кольцевых нагревателей (от 4 до 6), каждый из которых регулируется индивидуально. Как правило, в каждой зоне нагрева смонтировано охлаждающее устройство, что повышает точность регулировки температуры. Для предотвращения преждевременного оплавления полимерной массы зона цилиндра, находящаяся в непосредственной близости от загрузочного отверстия, в процессе работы экструдера постоянно охлаждается.
Назначение экструдера состоит в перемещении, уплотнении, пластикации и гомогенизации полимерной массы, направляемой в формующую головку.
Все эти технологические процессы происходят внутри материального цилиндра. Именно поэтому шнек разделен на несколько зон (рис. 1.2). Разделение шнека на зоны следует из ставящихся перед экструдером задач.

Рис. 1.2. Разделение шнека на три стадии технологического
В одношнековом экструдере движение материала в зоне питания происходит за счет сил трения между полимерной массой, стенкой цилиндра и шнеком. В этом случае действительна следующая формулировка: «Чем меньше коэффициент трения между шнеком и полимером, и чем выше коэффициент трения между стенкой материального цилиндра и полимером, тем лучше проходит процесс движения материала».
Поскольку соотношения сил трения в гладком цилиндре и в канале шнека не является чрезмерно высокими, то и добиться оптимальной подачи материала не представляется возможным.
В данном дипломном проекте, чтобы добиться принципиальных улучшений, предлагается внедрить в процесс захватывающую втулку, снабженную пазами. У полимерной массы появляется возможность зацепиться за пазы, что предотвращает ее одновременное вращение со шнеком. Это явление можно сравнить с винтом и гайкой – если ключом удерживать гайку на вращающемся винте, то она за счет резьбы может перемещаться вдоль оси вращения.
Двухшнековые экструдеры с соскабливающими противоточными шнеками работают по принципу принудительной подачи.
За счет сцепления гребней одного шнека с витками второго образуются закрытые камеры, таким образом, полимерная масса передается по цилиндру.