Дипломная работа: Совершенствование производства труб из полиэтилена низкого давления путем применения суперконцентратов
Пустоты между частицами сыпучего продукта (гранулят, порошок) заняты воздухом. Перед полным расплавлением полимера этот воздух необходимо выдавить или отсосать.
Необходимое для уплотнения давление достигается за счет уменьшения объема витка в средней части длины шнека.
Этого можно добиться постоянным уменьшением глубины нарезки при ее неизменном шаге (шнек с уменьшающейся глубиной канала), или же за счет уменьшения шага витка (шнек с дегрессивным шагом). При использовании одношнековых экструдеров первый из перечисленных вариантов встречается чаще всего.
На двухшнековых экструдерах сжатие полимерной массы достигается за счет создания дополнительных шагов витка. На конических двухшнековых экструдерах сужение шагов витка шнека происходит по направлению к коническому концу, а значит и сжатие, создаваемое за счет уменьшающегося диаметра шнека, задано заранее.
Другой способ отвода воздуха и летучих веществ, образующихся в процессе расплавления полимеров, состоит в их отсосе через специальные отверстия в цилиндре.
Длина шнеков с системой дегазации, как правило, составляет 30D. Отсос летучих компонентов происходит на среднем участке шнека, в так называемой области декомпрессии.
На двухшнековых экструдерах для процесса дегазации рекомендуется использовать шнеки со встречным движением. Полимерная масса постоянно захватывается вращающимися шнеками, что предотвращает забивку отверстия дегазации.
Расплавление полимера
Процесс расплавления полимерной массы также начинается со сжатия. За счет соприкосновения с горячей стенкой цилиндра и вследствие трения о шнек и материальный цилиндр полимер нагревается до тех пор, пока не начинают плавиться отдельные его частицы. Передняя стенка канала шнека постоянно соскабливает расплав полимера со стенки цилиндра (рис. 1.3.) [19–20].

Рис. 1.3. Профиль давления на шнеке с системой дегазации
Перед толкающей стенкой канала образуется скопление расплавленной фракции, которая захватывает и увлекает за собой нерасплавленные частицы. При этом происходит постоянный теплообмен, который совершается до тех пор, пока в одном витке шнека не будет расплавлен весь материал. Принцип действия барьерного шнека состоит в разделении твердого материала и расплава в зоне плавления. В этом случае на данном участке шнек имеет дополнительный виток, который не касается стенки цилиндра. Таким образом, образуются два канала шнека: вначале – небольшого объема для расплава и значительного – для твердого вещества, а в конце наоборот: большой объем – для расплава и небольшой – для нерасплавленного полимера. Через барьерный виток расплав из канала с твердым веществом перетекает в канал с расплавом.
Изменяя высоту нарезки обоих каналов, можно регулировать мощность расплавления и однородность расплава. Это тип шнека часто используют в сочетании со сдвиговыми и смесительными элементами.
После расплавления необходимо гомогенизировать (тщательно перемешать) расплав. Это необходимо как для равномерного распределения добавок, так и для тождественности температур. После завершения процесса расплавления температура граничных слоев расплава у цилиндра и шнека гораздо выше, чем температура массы в середине капала.
Перемешивание достигается за счет сложных движений потока (гидродинамики потока), происходящих в канале шнека в зоне гомогенизации.
Наряду с осевым потоком, определяющими для гомогенизации являются радиальный (вращательное движение), противопоток (под действием давления в формующем инструменте) и поток утечек (е зазоре между гребнем нарезки шнека и внутренней поверхностью материального цилиндра).
Расплавленная полимерная масса на участке диспергирующего элемента продавливается сквозь узкий зазор между ним и стенкой цилиндра. За счет напряжения сдвига полимерная масса нагревается и становится более текучей. В следующей зоне смешения происходит значительное усиление гомогенизации. Сам процесс смешения осуществляется за счет разделения и последующего объединения потока с помощью многочисленных кулачков, размещенных на шнеке.
Процесс гомогенизации в двухшнековом экструдере может осуществляться путем смешения, протекающего в зазоре. Смешение происходит на участке наложения шнеков, при этом расплав полимера перемещается из соответствующих камер шнеков. Потоки материала встречаются в зазорах перехода от одного шнека к другому и тщательно перемешиваются друг с другом.
В ходе всех процессов гомогенизации отдельные частицы расплава испытывают сдвиговые напряжения, в результате чего происходит разогрев материала.
Чем больше число оборотов шнека, тем сильнее разогрев материала за счет сдвиговых напряжений. Экструдеры, используемые для переработки ПЭ – полимера с широкой областью плавления, могут работать без внешнего нагрева – за счет большего количества числа оборотов шнека. Подобные экструдеры известны как адиабатические или автотермические. В зависимости от диаметра шнека число его оборотов может колебаться от 200 до 500 в мин.
Давление внутри цилиндра возникает из-за противодействия, которое встречает на своем пути материал, перемещаемый шнеком.
Причиной противодействия становится узкий участок между материальным цилиндром и экструзионной головкой, а также размер и форма выходного канала (фильеры) последней [20–21].
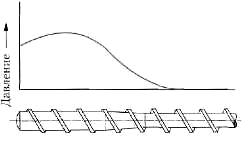
Рис. 1.4. Распределение давления по всей длине шнека
Для получения однородного расплава в материальном цилиндре экструдера необходима определенная величина давления. Максимальное давление устанавливается на каком-либо из участков материального цилиндра. Оттуда давление воздействует в том числе и на зону загрузки экструдера, то есть в направлении, противоположном направлению подачи, что приводит к возникновению противопотока (рис. 1.4). В современных экструдерах контроль производства осуществляется с помощью датчика давления, установленного между концом шнека и формующей головкой.
Распределение давления, характерное для шнеков с зоной дегазации, приведено на рис. 1.3. В этом случае имеют место два участка максимального давления и зона декомпрессии, в которой и ос