Дипломная работа: Совершенствование технологического процесса изготовления фрез
065 Слесарная 0108 На слесарной операции притупляют кромки и прочищают заготовку от стружки и заусенцев.
070 Контроль 0200 Контроль размеров.
075 Старение 5150 Далее идет термообработка – старение, для снятия внутренних напряжений после предварительной обработки нагрев до температуры 550 – 570°С, выдержка 12 часов, охлаждение со скоростью 30°С/ч
085 Контроль 0200 Контролируют поводки, более 0,1мм недопустимы.
090 Плоскошлифовальная операция 4133 На плоскошлифовальной операции шлифуют оба торца и базовые поверхности в размер, с чистотой Ra 1,6 и отправляют на круглошлифовальный станок.
095 Круглошлифовальная операция 4131 заготовку шлифуют по наружному диаметру в размер.
100 Контроль 0200 Контроль размеров.
110 Фрезерная операция 4260 окончательно фрезеруют по программе в размер и отправляют заготовку на контроль.
120 Слесарная операция 0108 Притупить кромки прочистить
125 Контроль 0200 Контроль осуществляет машина, она записывает в паспорт контроля фактические размеры под азотирование.
130 Азотирование 5182 Заготовку азотируют на глубину 0,3…0,5мм, при этом достигается твердость HRC 52…53, резьбы от азотирования защищают оловом или жидким стеклом.
135 Слесарная 0108 Притупить кромки, калибровать резьбы, прочистить.
140 Контроль 0200 Фрезу окончательно контролируют, заполняют паспорт контроля и отправляют её на склад.
Описание термообработки
Азотирование
Азотированием называют процесс насыщения поверхностного слоя стали азотом при нагреве её до 500-650 С в аммиаке.
Азотирование повышает твердость поверхностного слоя детали, его износостойкость, предел выносливости, и сопротивление коррозии в атмосфере воде и паре и т.д.
Заготовка под азотирование предварительно проходит термическую обработку. Эта операция состоит из закалки и высокого отпуска сталь для получения повышенной прочности и вязкости в сердцевине изделия. Отпуск проводят при высокой температуре 600-675 С, повышающей максимальную температуру последующего азотирования и обеспечивающей получение твердости, при которой сталь можно обработать резанием. Структура стали после отпуска – сорбит.
После термообработки заготовку подвергают механической обработке, а также шлифованию, которое придает окончательные размеры детали.
Защита участков, не подлежащих азотированию, нанесением тонкого слоя (10…15) мкм олова электролитическим методом или жидкого текла. Олово при температуре азотирования олово расплавляется, на поверхности стали в виде тонкой не проницаемой для азота пленкой.
Далее идет само азотирование. Азотирование изделий сложной конфигурации из стали 38Х2МЮА рекомендуется выполнять при 500-520 С. Длительность процесса зависит от требуемой толщины азотированного слоя чем выше температура азотирования тем твердость азотного слоя. Обычно при азотировании желательно иметь слой толщиной 300-600 мкм. Процесс азотирования при температуре 500-520 С в этом случае является продолжительным и составляет 24-60 часов.
В процессе насыщением азотом изменяется, но очень мало, размеры изделия вследствие увеличения объема поверхностного слоя, деформация при повышении температуры азотирования и толщины слоя возрастает.
Для ускорения процесса азотирования не редко применяют двух ступенчатый процесс: сначала азотирование проводят при 500-520С а затем при 540-560С при двухступенчатом процессе сокращается продолжительность процесса, при этом сохраняется высокая твердость азотированного слоя.
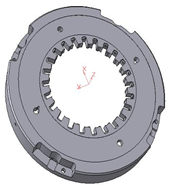
Рис 1 Модель корпуса фрезы (вид спереди)
Охлаждение после азотирования производят вместе с печью в потоке аммиака (до 200 С) во избежание окисления поверхности.
После азотирования окончательное шлифование и доводка изделия.

Рис 2 Модель корпуса фрезы (вид сзади)