Контрольная работа: Изготовление деталей методами пластической деформации
Отношение этой величины к первоначальной высоте h0 , выраженное в процентах ![]() , называется относительным обжатием; за один проход оно обычно составляет 10—60%, а иногда и больше (до 90%). Увеличение длины прокатываемого металла характеризуется коэффициентом вытяжки (отношение длины металла после его выхода из валков к первоначальной длине). Деформация прокатываемого металла в направлении ширины его сечения называется уширением (разность между шириной сечения до и после прокатки). Уширение возрастает с повышением обжатия, диаметра валков и коэффициента трения между металлом и поверхностью валков.
, называется относительным обжатием; за один проход оно обычно составляет 10—60%, а иногда и больше (до 90%). Увеличение длины прокатываемого металла характеризуется коэффициентом вытяжки (отношение длины металла после его выхода из валков к первоначальной длине). Деформация прокатываемого металла в направлении ширины его сечения называется уширением (разность между шириной сечения до и после прокатки). Уширение возрастает с повышением обжатия, диаметра валков и коэффициента трения между металлом и поверхностью валков.
Область (объём) между валками, в которой прокатываемый металл непосредственно с ними соприкасается, называется очагом деформации; здесь происходят обжатие металла. Небольшие участки, примыкающие с обеих сторон к очагу деформации, называются внеконтактными зонами деформации; в них металл деформируется лишь в незначительной степени. Очаг деформации состоит из двух основных участков: зоны отставания, в которой средняя скорость металла меньше горизонтальной составляющей окружной скорости валков, и зоны опережения, в которой скорость металла относительно выше. Поэтому скорость выхода прокатываемого металла из валков несколько больше (на 2—6%) их окружной скорости. Граница между этими зонами называется нейтральным сечением. Силы трения, действующие на прокатываемый материал от валков, в зоне отставания направлены по его движению, в зоне опережения — против. Захват металла валками и стабильность протекания процесса обусловливаются силами трения, возникающими на контактной поверхности металла с валками. Для захвата необходимо, чтобы тангенс угла захвата , т. е. угла между радиусами, проведёнными от оси валков к точкам А и В (см. рис.3), не превысил коэффициента трения: tg . В тех случаях, когда к чистоте поверхности изделий не предъявляют высоких требований, для увеличения угла захвата (а следовательно, и обжатия) поверхности валков придаётся шероховатость путём насечки.
Практически углы захвата находятся в следующих пределах: при горячей прокатке в гладких валках 20—26°С, в насеченных — 27—34°С; при холодной прокатке со смазкой — 3—6°С.
Усилие на валки при прокатке определяется как произведение контактной поверхности на среднее удельное усилие Р = Fpcp (удельное усилие распределено по контактным поверхностям неравномерно: его максимум находится вблизи нейтрального сечения, а по направлению к входу и выходу металла из валков удельное усилие уменьшается). При прокатке полос прямоугольного сечения контактная поверхность рассчитывается по формуле ![]() , где r — радиус валка. При холодной прокатке полос действительная контактная поверхность больше из-за упругого сжатия валков в местах соприкосновения с прокатываемым металлом. Среднее удельное усилие, называется также нормальным контактным напряжением, зависит от большого числа факторов и может быть выражено формулой pcp = n1 n2 n3 , где n1 — коэффициент напряжённого состояния металла, зависящий главным образом от отношения длины дуги захвата, то есть дуги между точками А и В на окружности сечения валка (см. рис.3), к средней толщине прокатываемой полосы и её ширине, от коэффициента трения и от натяжения прокатываемого металла (натяжение широко применяется при холодной прокатке); n2 — коэффициент, учитывающий влияние скорости прокатки: n3 — коэффициент, учитывающий влияние величины наклёпа металла; — предел текучести (сопротивление деформации) обрабатываемого металла при температуре прокатки. Наибольшее значение имеет коэффициент n1 , изменяющийся в зависимости от указанных выше факторов в широких пределах (0,8—8); чем больше силы трения на контактных поверхностях и меньше толщина прокатываемого металла, тем выше этот коэффициент. В практических расчётах принимается при горячей прокатке n3 = 1, а при холодной n2 = 1. Для углеродистых сталей при горячей прокатке среднее удельное усилие находится в пределах 100—300 н/м2 (10—30 кгс/мм2 ), при холодной прокатке 800—1500 н/м2 (80—150 кгс/мм2 ). Равнодействующие усилия на валки при наиболее распространённых условиях прокатки направлены параллельно линии, соединяющей оси валков, то есть вертикально (см. рис.4).
, где r — радиус валка. При холодной прокатке полос действительная контактная поверхность больше из-за упругого сжатия валков в местах соприкосновения с прокатываемым металлом. Среднее удельное усилие, называется также нормальным контактным напряжением, зависит от большого числа факторов и может быть выражено формулой pcp = n1 n2 n3 , где n1 — коэффициент напряжённого состояния металла, зависящий главным образом от отношения длины дуги захвата, то есть дуги между точками А и В на окружности сечения валка (см. рис.3), к средней толщине прокатываемой полосы и её ширине, от коэффициента трения и от натяжения прокатываемого металла (натяжение широко применяется при холодной прокатке); n2 — коэффициент, учитывающий влияние скорости прокатки: n3 — коэффициент, учитывающий влияние величины наклёпа металла; — предел текучести (сопротивление деформации) обрабатываемого металла при температуре прокатки. Наибольшее значение имеет коэффициент n1 , изменяющийся в зависимости от указанных выше факторов в широких пределах (0,8—8); чем больше силы трения на контактных поверхностях и меньше толщина прокатываемого металла, тем выше этот коэффициент. В практических расчётах принимается при горячей прокатке n3 = 1, а при холодной n2 = 1. Для углеродистых сталей при горячей прокатке среднее удельное усилие находится в пределах 100—300 н/м2 (10—30 кгс/мм2 ), при холодной прокатке 800—1500 н/м2 (80—150 кгс/мм2 ). Равнодействующие усилия на валки при наиболее распространённых условиях прокатки направлены параллельно линии, соединяющей оси валков, то есть вертикально (см. рис.4).
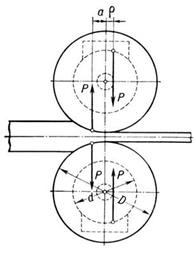
Рис. 4 Направление равнодействующих сил усилия на валки при простом процессе прокатки с учетом влияния трения в подшипниках
Связь между усилием Р и моментом М, необходимым для вращения каждого валка, определяется формулой
М = Р (а + ),
где а — плечо силы Р, находящееся в пределах (0,35—0,5)![]() , а — радиус круга трения подшипников валков, равный произведению коэффициента трения подшипника на радиус его цапфы. Усилие на валок при прокатке стальной проволоки, узких стальных полос составляет около 200—1000 кн (20—100 тс), а при прокатке листов шириной 2—2,5 м доходит до 30— 60 Мн (3000—6000 тс). Момент, необходимый для вращения обоих валков при прокатке стальной проволоки и мелких сортовых профилей, составляет 40—80 кнм (4—8 тсм), а при прокатке слябов и широких листов достигает 6000—9000 кнм (600—900 тсм).
, а — радиус круга трения подшипников валков, равный произведению коэффициента трения подшипника на радиус его цапфы. Усилие на валок при прокатке стальной проволоки, узких стальных полос составляет около 200—1000 кн (20—100 тс), а при прокатке листов шириной 2—2,5 м доходит до 30— 60 Мн (3000—6000 тс). Момент, необходимый для вращения обоих валков при прокатке стальной проволоки и мелких сортовых профилей, составляет 40—80 кнм (4—8 тсм), а при прокатке слябов и широких листов достигает 6000—9000 кнм (600—900 тсм).
Прокатное производство - получение путём прокатки из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). Прокатное производство обычно организуется на металлургических заводах (реже на машиностроительных), как правило, особенно в чёрной металлургии, является завершающим звеном цикла производства. Прокатанный металл используют непосредственно в конструкциях машин, механизмов оборудования, из него изготавливают металлические конструкции мостов, ферм, станины, клепаные и сварные изделия, железобетонные конструкции и др; он же служит заготовкой для механических цехов, а также для последующей ковки и штамповки.
К основным видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей машин (особые виды проката) — колёса, кольца, оси, свёрла, шары, профили переменного сечения и другое. Геометрическая форма поперечного сечения прокатного изделия называется его профилем, совокупность профилей разных размеров — сортаментом. Основное количество проката изготовляется из низкоуглеродистой стали, некоторая часть — из легированной стали и стали с повышенным (больше 0,4%) содержанием углерода. Прокат цветных металлов производится главным образом в виде листов, ленты и проволоки; трубы и сортовые профили из цветных металлов изготовляются преимущественно прессованием.
Производство стального проката на современном металлургическом заводе осуществляется двумя способами. При первом исходным материалом служат слитки (отлитые в изложницы), которые перерабатываются в готовый прокат обычно в две стадии. Сначала слитки нагревают и прокатывают на обжимных станах в заготовку. После осмотра заготовки и удаления поверхностных дефектов (закатов, трещин и т.п.) производят повторный нагрев и прокатку готовой продукции на специализированных станах. Размеры и форма сечения заготовки зависят от её назначения: для прокатки листового и полосового металла применяют заготовки прямоугольного сечения шириной 400—2500 мм и толщиной 75—600 мм, называемые слябами; для сортового металла — заготовки квадратного сечения размером примерно от 6060 см до 400400 мм, а для цельнокатаных труб — круглого сечения диаметром 80—350 мм. При втором способе, применяемом с середины 20 в., прокатка исходной заготовки заменяется непрерывным литьём (разливкой) на специальных машинах. После осмотра и удаления дефектов заготовка, как и при первом способе, поступает на станы для прокатки готовой продукции. Благодаря применению непрерывно-литой заготовки упраздняются слябинги и блюминги, повышается качество проката, устраняются потери на обрезку головной части слитка, доходящие у слитков спокойной стали до 15—20%. Преимущества применения непрерывно-литой заготовки в производстве проката становятся ещё более значительными при совмещении процессов непрерывного литья и прокатки в одном неразрывном потоке. Для этой цели созданы литейно-прокатные агрегаты, в которых слиток на выходе из кристаллизатора не подвергается разрезке, проходит печь, где выравнивается температура по сечению, и затем поступает в валки прокатного стана. Таким образом, осуществляется процесс кристаллизации и прокатки бесконечного слитка, то есть, непрерывное производство проката из жидкого металла. Процесс получил широкое распространение при прокатке цветных металлов; он применяется также для производства стальной заготовки небольших сечений повышенного качества. Основная трудность в развитии этого процесса состоит в относительно низкой скорости выхода слитка из кристаллизатора (1—6 м/мин), что не позволяет в полной мере использовать производственные возможности непрерывного прокатного стана.
Прокатка листового металла производится из катаных или непрерывно-литых слябов и только листов толщиной свыше 50—100 мм — непосредственно из слитков или кованых слябов. В технологический процесс входят следующие основные операции:
· подача слябов со склада к нагревательным печам;
· нагрев;
· подача по рольгангу к рабочей клети стана и прокатка в несколько проходов (пропусков между валками), причём в первые проходы для получения листов требуемой ширины сляб иногда подаётся в валки поперёк или под углом;
· правка на роликовых правильных машинах;
· охлаждение на холодильниках;
· контроль и разметка;
· обрезка продольных кромок;
· обрезка концов, разрезка на листы определённой длины;
· иногда термическая обработка и покраска;
· отправка на склад готовой продукции.
Листы толщиной от 4 - 50 мм и плиты толщиной до 350 мм прокатываются на толстолистовых или броневых станах, состоящих из одной или двух рабочих клетей, а листы толщиной от 1,2 - 20 мм — на значительно более производительных непрерывных станах, на которых листы получаются в виде длинных полос. При выходе из последней клети стана полосы сматываются в рулон. Листы толщиной менее 1,5—3 мм выгоднее прокатывать в холодном состоянии, поэтому дальнейшее уменьшение толщины листа осуществляется обычно на станах холодной прокатки. Для этого рулоны после их получения на непрерывных станах горячей прокатки транспортируются в цех холодной прокатки, где с поверхности металла удаляется окалина (в линии непрерывного травления), затем обрезаются концы и производится стыковка (электрическая контактная сварка) для полной непрерывности дальнейшего процесса. Травленые рулоны разматываются и в несколько проходов обжимаются до требуемой толщины (общее обжатие для низкоуглеродистой стали доходит до 75—90%). Прокатка осуществляется на непрерывных станах, состоящих из 4 или 6 четырёхвалковых клетей, или на одноклетьевых реверсивных станах. После холодной прокатки полосу отжигают для устранения наклёпа, затем подвергают дрессировке, правке, резке на листы и упаковке (см. рис.5).
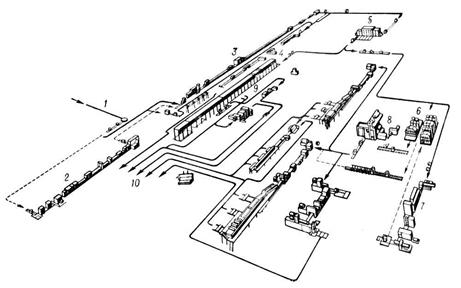
Рис. 5 Технологическая схема цеха холодной прокатки для производства листов: 1 — конвейер горячекатаных рулонов; 2 — агрегат нормализации; 3 — непрерывно-травильный агрегат; 4 — агрегат комбинированной резки; 5 — непрерывный стан холодной прокатки; 6 — термическое отделение; 7 — агрегат нанесения защитного покрытия; 8 — дрессировочный стан; 9 — непрерывно-цинковальный агрегат; 10 — отделение упаковки готовых продуктов
Прокатка сортового металла включает следующие основные операции:
· нагрев до 1100—1250 °С;
· подачу нагретой заготовки к рабочим клетям и прокатку в несколько проходов в калибрах, постепенно приближающих сечение исходной заготовки к сечению готового профиля;