Контрольная работа: Изготовление деталей методами пластической деформации
Волочение осуществляют на волочильных станах, состоящих из тянущего устройства и волочильного инструмента. По типу тянущего устройства волочильные станы подразделяются на станы с прямолинейным движением протягиваемого материала (цепной, реечный, гидравлический) и с наматыванием его на барабан (барабанный тип). Станы барабанного типа
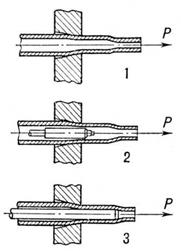
Рис. 9 Схемы волочения труб: 1 — без оправки; 2 — на короткой неподвижной оправке; 3 — на длинной движущейся оправке
применяются в основном для получения проволоки, редко для сплошных и полых профилей и только для тех случаев, когда изгиб при наматывании на барабан не нарушает формы поперечного сечения.
Волочение — это холодный вид обработки давлением, в процессе которого заготовка упрочняется. Волочение получило широкое применение в производстве пруткового металла, проволоки, труб и других изделий постоянного сечения и большой длины.
3. ПРЕССОВАНИЕ
Прессование – процесс выдавливания металла из контейнера через одно или несколько отверстий в матрице с площадью меньшей, чем поперечное сечение исходной заготовки. При прессовании реализуется одна из самых благоприятных схем нагружения, обеспечивающая максимальную пластичность – всестороннее неравномерное сжатие. Это позволяет обрабатывать даже малопластичные материалы. Обычно коэффициент вытяжки при прессовании составляет 10-50, а в отдельных случаях может быть значительно выше. Прессование может выполняться двумя методами – прямым и обратным. При прямом методе заготовку помещают в полость контейнера и с помощью мощного пресса через пуансон и пресс-шайбу выдавливают нагретый или холодный металл через отверстие в матрице, укрепленной в матрице-держателе. При обратном прессовании давление пресса передается через полый пуансон с смонтированной внутри его матрицей. Таким образом, металл заготовки течет навстречу движению пуансона.
При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри матрицы. Отчасти поэтому значительная часть металла заготовки не может быть выдавлена из контейнера. Остающаяся его часть – пресс-остаток – составляет в отдельных случаях 30-40 % от массы исходной заготовки. Усилие при обратном прессовании примерно на 25 % меньше, пресс-остаток также почти вдвое меньше, чем при прямом прессовании. Однако сложность конструкции пресса, ограниченность размеров получаемых изделий по длине препятствуют широкому применению способа обратного прессования.
К достоинствам процесса прессования следует отнести возможность получения изделий сложных профилей, в том числе и пустотелых, не только из высокопластичных, но и малопластичных металлов и сплавов; универсальность применяемого оборудования, позволяющего легко переходить на производство профилей различных конфигураций; достаточно высокую точность размеров и малую шероховатость поверхности получаемых изделий.
В качестве силового агрегата для прессования наибольшее распространение получили гидравлические прессы с усилием прессования 1000 – 5000 т. Они не боятся перегрузки, позволяют регулировать в широких пределах скорость перемещения силового плунжера, легко автоматизируются, в том числе с помощью систем программного управления (см. рис.10).
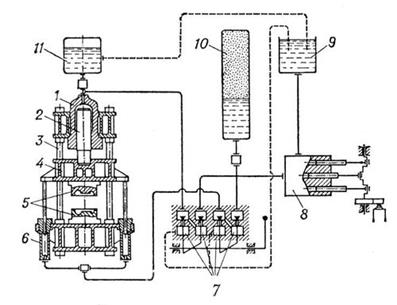
Рис. 10 Принципиальная схема гидравлического пресса: 1 — рабочий цилиндр; 2 — плунжер (поршень); 3 — станина; 4 — подвижная поперечина; 5 — инструмент (штамп); 6 — цилиндр обратного хода; 7 — клапаны управления; 8 — насос; 9 — сливной бак; 10 — воздухо-гидравлический аккумулятор; 11 — наполнительный бак
Прессование широко применяют для получения изделий из меди, латуни, бронзы, алюминия, магния, цинка, титана, сталей, сплавов никеля.
4. КОВКА
Ковка, один из способов обработки металлов давлением, при котором инструмент оказывает многократное прерывистое воздействие на заготовку, в результате чего она, деформируясь, постепенно приобретает заданную форму и размеры. Одновременно с этим при ковке улучшаются механические свойства литого металла исходной заготовки.
Основные операции ковки – осадка, протяжка, гибка, скручивание, рубка, пробивка, прошивка, кузнечная сварка.
Осадка – уменьшение высоты заготовки при увеличении площади ее поперечного сечения. Осадку производят бойками или осадочными плитами. Заготовки, у которых отношение высоты к диаметру или к меньшей стороне поперечного сечения больше 2,5, осаживать не рекомендуется во избежание возможного изгиба заготовки. Осадку применяют для увеличения площади поперечного сечения поковки.
Протяжка – удлинение заготовки или ее части за счет уменьшения площади поперечного сечения. Она осуществляется последовательными обжатиями отдельных, примыкающих друг к другу участков заготовки при ее подачи вдоль оси. Разновидности протяжки: раскатка и протяжка на оправке. Раскатка – увеличение диаметра кольцевой заготовки при вращении за счет уменьшения ее толщины с помощью бойка и оправки. При раскатке ширина кольца несколько увеличивается. Инструментами для раскатки служат плоский боек, оправка и люнет. Протяжка на оправке – увеличение длины прошитой или просверленной заготовки за счет обжатия ее по обе стороны оправки двумя бойками (нижним вырезным и верхним плоским или обоими вырезными бойками). При протяжке наружный диаметр и толщина стенки заготовки уменьшаются. Раскаткой изготовляют поковки колец, а протяжкой на оправке – поковки сосудов высокого давления, стволов орудий и др.
Гибка – образование или изменение углов между частями заготовки или придание ей криволинейной формы. Гибку осуществляют с помощью различных опор, приспособлений и в подкладных штампах.
Скручивание – поворот части заготовки вокруг продольной оси. Осуществляют ее, например, при развороте колен коленчатых валов.
Рубка – полное отделение части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента. Рубку осуществляют топорами для удаления прибыльной и донной частей слитка, лишних концов поковки или для разделения длинной поковки на более короткие части.
Пробивка – образование в заготовке отверстия с удалением материала в отход путем сдвига. Отверстия диаметром до 500 мм пробивают сплошным прошиванием с применением подкладного кольца, а отверстия большего диаметра прошивают полым прошиванием, применяя в случае высокой заготовки надставки. Часть металла удаляют при этом вместе с прошивнем.
Прошивка – получение полостей в заготовке за счет вытеснения материала. Она служит самостоятельной операцией для образования отверстия либо подготовительной операцией для последующей раскатки или протяжки заготовки на оправке.
Кузнечная сварка – образование неразъемного соединения под действием давления в нагретом состоянии. В связи с развитием новых видов сварки эта операция применяется редко.
Различают ковку в штампах и без применения штампов — так называемую свободную ковку. При ковке в штампах металл ограничен со всех сторон стенками рабочей полости штампа и при деформации приобретает форму, соответствующую этой полости. При свободной ковке (ручной и машинной) металл не ограничен совсем или ограничен с одной стороны. При ручной ковке кувалдой или молотом воздействуют непосредственно на металл или на инструмент. Машинную ковку выполняют на специальном оборудовании — молотах с массой падающих частей от 1 до 5000 кг или гидравлических прессах, развивающих усилия 2—200 Мн (200—20000 тс), а также на ковочных машинах.
Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет ковка в штампах, а в мелкосерийном и единичном — свободная ковка.
5. ШТАМПОВКА
Штамповка - процесс обработки металлов давлением, при котором формообразование детали осуществляется в специализированном инструменте — штампе. По виду заготовки различают объёмную штамповку и листовую штамповку, по температуре процесса — холодную штамповку и горячую. По сравнению с ковкой штамповка обеспечивает большую производительность благодаря тому, что пластически деформируется одновременно вся заготовка или значительная её часть.
Объёмная штамповка (или штамповка сортового металла) по сравнению с ковкой позволяет получать поковки более сложной конфигурации, требующие значительно меньшей обработки резанием для окончательного оформления детали. При объёмной штамповке течение металла ограничивается стенками полости штампа, что вызывает увеличение сопротивления деформированию тем в большей степени, чем сложнее конфигурация поковки. Нагрев заготовки позволяет примерно в 10—15 раз снизить сопротивление деформированию, а также повысить пластичность металла. Холодная штамповка сортового металла применяется для изготовления небольших деталей — массой менее 1 кг, горячая — для деталей массой 1,52 т; более тяжелые поковки изготовляются ковкой. Границы между этими процессами изменяются по мере совершенствования кузнеч?