Контрольная работа: Изготовление деталей методами пластической деформации
· охлаждение на холодильниках;
· правку на роликовых правильных машинах;
· контроль и отправку на склад готовой продукции.
Число проходов выбирается в зависимости от размеров и формы сечения исходной заготовки и готового профиля и составляет: для рельсов обычно 9, балок 9—13, угловых и других сортовых профилей, например зетобразного 5—12 (см. рис.6), проволоки 15—21.
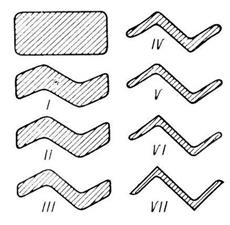
Рис. 6 Схема изменения сечения (калибровка) при прокате зетового профиля
Выполнение указанных технологических операций производится на специализированных сортовых прокатных станах, представляющих собой поточную автоматическую систему различных машин.
Прокатка (горячая) труб состоит из трех основных и нескольких вспомогательных операций. Первая операция - прошивка - образование отверстия в заготовке или слитке; в результате получается толстостенная труба, называемая гильзой. Вторая операция - раскатка - удлинение прошитой заготовки и уменьшение толщины её стенки примерно до требуемых в готовой трубе размеров. Обе операции осуществляются с одного нагрева, но на различных прокатных станах, установленных рядом и входящих в общую систему машин трубопрокатного агрегата. Первая операция выполняется на прошивных станах винтовой прокатки между бочкообразными или дисковыми валками на короткой оправке, вторая — на различных прокатных станах: непрерывных, пилигримовых, автоматических и трёхвалковых станах винтовой прокатки. Третья операция — калибровка (или редуцирование) труб после раскатки. Калибровка осуществляется на калибровочных станах, затем трубы охлаждаются, правятся, контролируются и разрезаются на куски определённой длины. Трубы диаметром менее 65—70 мм подвергаются дополнительной горячей прокатке на редукционных станах. С целью уменьшения толщины стенки и диаметра, получения более высоких механических свойств, гладкой поверхности и точных размеров трубы после горячей прокатки подвергаются холодной прокатке на специальных станах, а также волочению.
Прокатка заготовок деталей машин (штучных изделий) находит широкое применение главным образом в производстве различных тел вращения и профилей переменного сечения: вагонных колёс, осей, бандажей, колец для подшипников качения, шаров, зубчатых колёс, винтов, свёрл и т.д. При этом иногда прокатка используется для выполнения лишь одной операции в комбинации с ковкой или штамповкой.
Наибольшее применение в области прокатки цветных металлов получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния, цинка и их сплавов.
В технологический процесс прокатки листов из алюминиевых сплавов входят следующие основные операции:
· предварительная алепрокатка плоских непрерывно-литых слитков массой 0,5—5 т с обжатием около 10% для выравнивания их поверхности;
· правка на роликовых правильных машинах;
· фрезерование для получения чистой и гладкой поверхности;
· накладывание с обеих сторон слитка алюминиевых листов;
· нагрев;
· горячая прокатка с лакированием до толщины 4—12 мм с последующим свёртыванием в рулоны;
· отжиг и холодная прокатка.
После холодной прокатки рулоны разматываются и режутся на листы, которые затем закаливают, травят, прокатывают вторично в холодном состоянии для прогладки или получения наклёпа, травят, разрезают и упаковывают.
В начале 60-х гг. 20 в. был разработан новый процесс прокатки листов из алюминия и его сплавов. Особенность этого процесса состоит в совмещении непрерывного литья с прокаткой. Исходным материалом служит жидкий алюминий, который поступает через распределительную проводку в межвалковое пространство, образованное между двумя горизонтальными валками (см. рис.7).
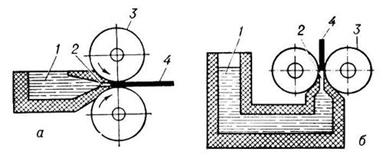
Рис. 7 Схемы способов бесслитковой прокатки полос: а — подача металла сбоку; б — подача металла снизу; 1 — распределительная ванна; 2 — межвалковое пространство (кристаллизатор); 3 — валки; 4 — полоса
Алюминий, соприкасаясь с валками, кристаллизуется, а образующаяся полоса непрерывно выходит из валков стана. Валки могут быть расположены как в вертикальной плоскости, так и в горизонтальной. В первом случае алюминий подводится сбоку, а во втором — снизу. Этим методом успешно изготовляются полосы толщиной 8—12 мм, шириной 1000—1600 мм, которые затем сматывают в рулоны. Применение такой технологии вместо прокатки полосы из крупных слитков даёт большой экономический эффект.
Исходной заготовкой при прокатке листов и лепты из меди и латуни служат плоские слитки массой около 0,5—1 т, толщиной 100—150 мм, которые прокатываются в горячем состоянии до толщины 10—15 мм. Прокатанные листы фрезеруют для удаления поверхностных дефектов и затем подвергают холодной прокатке с промежуточными отжигами при 450—800 °С.
Технический прогресс в области прокатного производства характеризуется в первую очередь повышением качества прокатываемых изделий, которое обеспечивало бы наиболее эффективное использование металла потребителем. С этой целью прокатываемому изделию придаётся, возможно, более рациональная форма, способствующая снижению его массы, расширяется производство экономичных профилей проката, повышается точность его размеров, улучшаются прочностные и др. свойства металла, на его поверхность наносятся эффективные защитные покрытия. Одновременно снижается стоимость производственных затрат путём внедрения непрерывных процессов (от жидкого металла до готового проката), повышения скорости прокатки и автоматизации всех технологических процессов.
2. ВОЛОЧЕНИЕ
Волочение - деформирование металла протягиванием катаных или прессованных заготовок через отверстие с целью уменьшения их поперечного сечения или получения более точных размеров и гладкой поверхности. Усилие Р прикладывается к заострённому концу заготовки, который свободно проходит через инструмент — волоку и захватывается специальным захватом (см. рис.8).
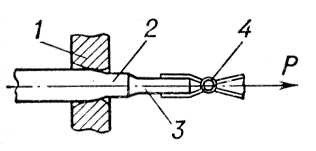
Рис. 8 Схема волочения: 1 — волока; 2 — заготовка; 3 — заострённый конец заготовки; 4 — захват