Контрольная работа: Изготовление деталей методами пластической деформации
Автор работы
Т.Ф. Пупчик
Гродно 2006 год
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ПРОКАТКА КАК ОДИН ИЗ СПОСОБОВ ОБРАБОТКИ МЕТАЛЛОВ И МЕТАЛЛИЧЕСКИХ СПЛАВОВ. ПРОКАТНОЕ ПРОИЗВОДСТВО
2. ВОЛОЧЕНИЕ
3. ПРЕССОВАНИЕ
4. КОВКА
5. ШТАМПОВКА
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ВВЕДЕНИЕ
Для получения деталей применяют различные заготовки. Металлические заготовки изготавливают литьем, прокаткой, ковкой, штамповкой и другими способами.
Методами пластической деформации получают заготовки из стали, цветных металлов и их сплавов, а также пластмасс, резины, многих керамических материалов и др. Широкое распространение методов пластической деформации обусловливается их высокой производительностью и высоким качеством изготавливаемых изделий. Важной задачей технологии является получение заготовок, максимально приближавшихся по форме и размерам к готовым деталям. Заготовки, получаемые методами пластической деформации, имеют минимальные припуски на механическую обработку, а иногда и не требуют ее вовсе. Структура металлической заготовки и ее механические свойства после пластической деформации улучшаются.
Обработка металлов давлением основана на пластической деформации. Этим методом изготавливают заготовки и изделия массой от нескольких граммов до сотен тонн из металлов и сплавов. Обработка металлов давлением включает: прокатку, ковку, штамповку, прессование и волочение. Это один из прогрессивных и распространенных методов получения заготовок деталей машин.
Обработка металлов давлением основана на свойстве пластичности обрабатываемого материала. «Пластичность — это способность материала, изменять свою форму необратимо и не разрушаясь, под действием внешних сил». В результате обработки давлением изменяется форма заготовки без изменения ее массы. Обработке давлением можно подвергать только те материалы, которые обладают пластичностью в холодном или нагретом состоянии. Пластическая деформация твердых тел происходит в результате смещения атомов по кристаллографическим плоскостям, в которых расположено наибольшее количество атомов. В результате искажения кристаллической решетки — наклепа при деформации в холодном состоянии — свойства кристалла изменяются: увеличивается твердость, прочность, хрупкость; уменьшается пластичность, вязкость, коррозийная стойкость, электропроводность. Для восстановления пластических свойств, устранения наклепа производят раскристаллизационный отжиг, после которого материал приобретает прежние свойства. При этом материал из неустойчивого состояния наклепа постепенно переходит в устойчивое, равновесноесостояние.
В ходе контрольной работы мы попытаемся дать краткую характеристику основных способов формообразования: прокатка, волочение, прессование, ковка, штамповка. Проанализировать успешность применения каждого из этих способов на практике, используя различные источники информации по материаловедению и технологии металлов.
1. ПРОКАТКА КАК ОДИН ИЗ СПОСОБОВ ОБРАБОТКИ МЕТАЛЛОВ И МЕТАЛЛИЧЕСКИХ СПЛАВОВ. ПРОКАТНОЕ ПРОИЗВОДСТВО
Прокатка металлов - способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов. Валки имеют большей частью форму цилиндров, гладких или с нарезанными на них углублениями (ручьями), которые при совмещении двух валков образуют так называемые калибры. Благодаря свойственной прокатке непрерывности рабочего процесса, она является наиболее производительным методом придания изделиям требуемой формы. При прокатке металл, как правило, подвергается значительной пластической деформации сжатия, в связи, с чем разрушается его первичная литая структура и вместо неё образуется структура, более плотная и мелкозернистая, что обусловливает повышение качества металла. Таким образом, прокатка служит не только для изменения формы обрабатываемого металла, но и для улучшения его структуры и свойств.
Как и другие способы обработки металлов давлением, прокатка основана на использовании пластичности металлов. Различают горячую, холодную и тёплую прокатку. Основная часть проката (заготовка, сортовой и листовой металл, трубы, шары и т.д.) производится горячей прокаткой при начальных температурах: стали 1000—1300 °С, меди 750—850 °С, латуни 600—800 °С, алюминия и его сплавов 350—400 °С, титана и его сплавов 950—1100°С, цинка около 150 °С. Холодная прокатка применяется главным образом для производства листов и ленты толщиной менее 1,5—6 мм, прецизионных сортовых профилей и труб; кроме того, холодной прокатке подвергают горячекатаный металл для получения более гладкой поверхности и лучших механических свойств, а также в связи с трудностью нагрева и быстрым остыванием изделий малой толщины. Теплая прокатка, в отличие от холодной, происходит при несколько повышенной температуре с целью снижения упрочнения (наклёпа) металла при его деформации.
В особых случаях для предохранения поверхности прокатываемого изделия от окисления применяют прокатку в вакууме или в нейтральной атмосфере.
Известны три основных способа прокатки: продольная, поперечная и винтовая (или косая). При продольной прокатке деформация обрабатываемого изделия происходит между валками, вращающимися в противоположных направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластической деформации. Продольная прокатка имеет значительно большее распространение, чем два других способа (см. рис.1, а).
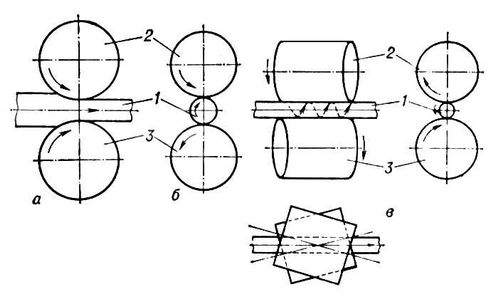
Рис. 1 Схема продольной (а), поперечной (б) и винтовой (в) прокатки: 1 — прокатываемый металл; 2 и 3 — валки
Поперечная прокатка (см. рис. 1, б) и винтовая (косая) прокатка (см. рис. 1, в) служат лишь для обработки тел вращения. При поперечной прокатке металлу придаётся вращательное движение относительно его оси и, следовательно, он обрабатывается в поперечном направлении. При винтовой прокатке вследствие косого расположения валков металлу, кроме вращательного, придаётся ещё поступательное движение в направлении его оси. Если поступательная скорость прокатываемого металла меньше окружной скорости вследствие его вращения, прокатка называется также поперечно-винтовой, а если больше — продольно-винтовой. Поперечная прокатка применяется для обработки зубьев шестерён и некоторых других деталей, поперечно-винтовая — в производстве цельнокатаных труб, шаров, осей и других тел вращения (см. рис.2).
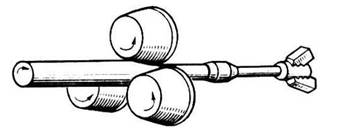
Рис. 2 Схема винтовой прокатки круглых периодических профилей
Продольно-винтовая прокатка находит применение при производстве свёрл. При продольной прокатке, когда металл проходит между валками, высота его сечения уменьшается, а длина и ширина увеличиваются (см. рис. 3).
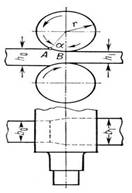
Рис. 3 Схема деформации металла при продольной прокатке
--> ЧИТАТЬ ПОЛНОСТЬЮ <--