Контрольная работа: Металлорежущий инструмент: метчик
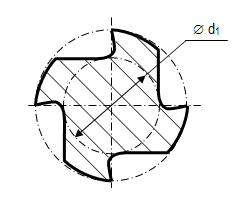
Рис.
3. Подточка на заборной части на угол наклона главной режущей кромки l = 5°…15° (в зависимости от материала обрабатываемой детали). Это позволяет изменить направление выхода стружки. Рекомендуется применять в сквозных отверстиях. Уменьшает недостаток 1.
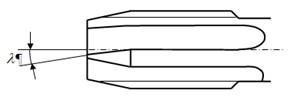
Рис.
4. Использование винтовых канавок с левым направлением угла w . Назначение: для обработки резьбовых отверстий в пластичных материалах. Способствует выходу стружки перед метчиком. Не рекомендуется использование такого вида метчиков для обработки глухих отверстий. Уменьшает недостаток 1.
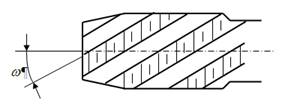
Рис.
5. Изготовление метчиков с винтовыми канавками (правое направление винтовой канавки) с углом наклона спирали от 10° (сталь) до 40° (алюминиевые сплавы). Данное решение способствует извлечению срезаемой стружки из зоны резания в направлении, обратном подаче. Рекомендации: для нарезания резьбы в глухих отверстиях. Уменьшает недостаток 1.
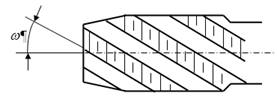
Рис.
6. Модернизация хвостовика:
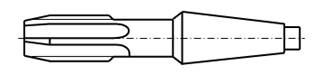
Рис.
6.1. Заменить квадратный профиль на стандартизированный конусный хвостовик. Это позволит уменьшить затраты на замену, переналадку, настройку нового инструмента. Ещё такое усовершенствование повышает качество нарезаемой резьбы, так как осевое отклонение метчика и заготовки сводится к минимуму из-за свойства конуса самоцентрироваться. Уменьшает недостатки 3, 4.
6.2. Применение метчика с изогнутым хвостовиком позволяет сделать процесс нарезания непрерывным. Крутящий момент передаётся этим же хвостовиком, позволяющий непрерывно снимать нарезанные гайки. Уменьшает недостатки 3, 4.
Рис.
6.3. Выполнить на хвостовике радиусные канавки, для фиксирования в механизированном приспособлении. Обеспечивает центрирование и ориентацию относительно заготовки без дополнительных затрат. Уменьшает недостатки 3, 4.

Рис.
7. Изготавливать метчики с длинной заборной частью и длинными шейкой и хвостовиком. Что позволяет детали типа гайки обрабатывать одним метчиком и накапливать их, например, около десятка на хвостовой части с последующим извлечением при снятии режущего инструмента из приспособления. Недостатком можно отметить необходимость нарезания резьбы одним метчиком, что ведет к снижению качества обрабатываемого изделия. Рекомендуется использование данного метода на деталях с невысокими требованиями к резьбовой поверхности для увеличения производительности. Необходимо отметить увеличение ресурса инструмента по причине отсутствия обратного хода. Калибрующая часть работает только в одном направлении. Уменьшает недостатки 3, 4.
8. Изготавливать метчики в бесканавочном варианте. Позволяет снизить материальные затраты на изготовление деталей и повысить прочность резьбы (процесс накатывания). Очень перспективное направление. За счет упрочнения наружного слоя увеличивается прочность резьбового соединения. К недостаткам можно отнести высокое требование к обрабатываемую отверстию, что несет дополнительные расходы.
9. Использование покрытия. Применение любого покрытия (для каждого конкретного случая – определённое) всегда ведет за собой увеличение всех технологических свойств метчика. Повышается, в первую очередь, износостойкость и прочность, и твердость, красностойкость, качество, режимы резания и др. Уменьшает недостатки 2, 3, 4.
10. Для изготовления резьбы с повышенными требованиями точности соосности перед заборной частью метчика выполняется направляющая заходная часть длиной 2…3 шага.

Рис.
11. Изготовление метчиков с шахматным расположением ниток резьбы. Является целесообразным при трудных условиях нарезания резьбы в мягких материалах, например, алюминии, алюминиевых сплавах, меди с длинным отверстием под резьбу. Снижает силе резания. Предотвращает появлению такого явления, как образования нароста по передней поверхности. Уменьшает недостаток 1.
метчик резьбообразующий сталь инженерный
Список используемой литературы
1. Обработка металлов резанием, металлорежущий инструмент и станки. Учебное пособие для студентов машиностроительных специальных вузов. – М.: Машиностроение, 1981. 287 с., ил.