Контрольная работа: Модели оптимизации машиностроительного производства
Количество партий, подлежащих запуску и выпуску за месяц:

ЗАДАЧИ ВЫБОРА ОЧЕРЕДНОСТИ ЗАПУСКА ПАРТИЙ В ОБРАБОТКУ
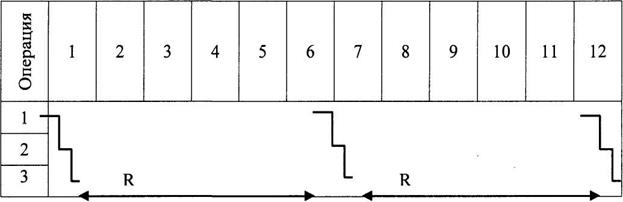
Партии предметов различных наименований обрабатываются на рабочих местах в различной последовательности. От принятой последовательности зависят время простоев оборудования и рабочих, длительность производственного цикла обработки партии предметов данного и всех наименований, размера незавершенного производства и другие технико-экономические показатели.
При выборе очередности запуска партий в обработку могут использоваться: элементарные приоритеты (первым в обработку если раньше срок готовности или больше цена; в конец очереди если больше запас времени и т.п.) и экономические оценки (суммарное время окончания обработки всех партий, затраты на хранение запасов, штраф за нарушение сроков).
В общем виде задача расписания формулируется следующим образом. Имеется m станков и п деталей. Маршрут движения партий деталей по рабочим местам одинаков, перемещение их по ооперациям последовательное. Известно время обработки j-й детали на i-м станке (tij) и время переналадки фij при переходе с i-й детали на j-ую. Требуется установить оптимальную очередность работ так, чтобы суммарное время выполнения работ было минимальным.
Задание 3. Расчет запуска партии на одном станке
3.1. Постановка задачи
Установить порядок запуска партий в обработку на одном рабочем месте, так чтобы минимизировать суммарное время пролеживания деталей, если длительность обработки партий деталей: А — 10 мин., Б — 7 мин., В — 9 мин., Г — 8 мин. Построить график загрузки рабочего места. Как изменится порядок запуска, если затраты на хранение партии деталей, соответственно, равны: 2, 1, 3, 2 руб./мин.
3.2. Решение задачи
Условие минимизации суммарного времени пролеживания можно записать в виде:
где фi и tj — время пролеживания и время обработки 1-й партии.
Решение задачи при графике обработки деталей по возрастанию их времени обработки: ф1 = 0; ф2 = 7; ф3 = 7 + 8 = 15; ф4 = 7 + 8 + 9 = 24; суммарное время пролеживания = 34 мин. График загрузки рабочего места:

Постановку задачи при минимизации суммарных затрат на хранение можно записать в виде:
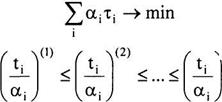
где бi — затраты на хранение i-й партии.
Оптимальное решение задачи при очередности деталей по возрастанию показателя т/а: 9/3 = 3; 8/2 = 4; 10/2 = 5; 7/1=7. б1ф1 = 3•0 = 0; б2ф2 = 2•9 = 18; б3ф3 = 2•(9 + 8) = 34; б4ф4 = 1•(9 + 8 + 10) = 27. Суммарные затраты на хранение 79 руб. График загрузки рабочего места на рис. 6.
Задание 4. Расчет запуска партии на двух станках
4.1. Постановка задачи
Установить порядок запуска партий в обработку на участке из двух рабочих мест, так чтобы минимизировать общее время занятости участка. Длительность обработки партий деталей: А — Зи7;Б — 5и2;В — 1 и8;Г — 5 и 4 мин.
4.2. Решение задачи
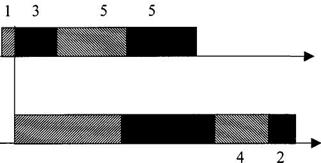
Для выбора очередности обработки партий на двух рабочих местах используется алгоритм Джонсона. В матрице времен обработки отыскивается минимальный элемент. Если меньшее tij (i-я деталь на первом рабочем месте), то 1-ю партию записывают в график на первое место; меньшее ti2 (i-я деталь на втором рабочем месте), то i-ю партию записывают в график на последнее место. Строка i из дальнейшего рассмотрения исключается. С оставшимся набором деталей процедура повторяется до тех пор, пока не будет сформирован весь график.
8 7
Рис.7
Если встречаются равные элементы одной строки или элементы одного столбца, то порядок их рассмотрения произволен (получается несколько оптимальных последовательностей).
Оптимальный порядок запуска: В - А - Г - Б; ТСЦ = 22 мин.
Задание 5. Расчет запуска партий на трех станках
5.1. Постановка задачи
Установить порядок запуска партий в обработку на трех рабочих местах, так чтобы минимизировать суммарное время обработки партий деталей. Длительность обработки партий деталей (мин) задана в таблице 3.
|
Таблица 3 | |||||||
|
1 рм |
2 рм |
3 рм |
Т1 |
К-во Просмотров: 429
Бесплатно скачать Контрольная работа: Модели оптимизации машиностроительного производства
| |||