Контрольная работа: Основы моделирования технологических систем
Задача №1
На предприятии имеется листовой материал L представляющий прямоугольники размера 700×600 в количестве 50 штук. Требуется выкроить прямоугольные заготовки типов Δ1 (200´40), Δ2 (250´35), Δ3 (200´20). Для изготовления продукции I,II,III необходимы заготовки Δ1 , Δ2 , Δ3 в количестве соответственно: для продукции I - 2Δ1 , 2Δ2 , 4Δ3 ; для продукции II - 2Δ1 , 1Δ2 , 1Δ3 ; для продукции III - 1Δ1 , 5Δ2 , 4Δ3 . Найти оптимальный раскрой а) для минимизации отходов при использовании всех листов и выпуске хотя бы одной единицы продукции каждого вида; б) для выпуска наибольшего (суммарного) количества продукции.
1) Общая площадь листа исходного материала 700×600=420000. Площади прямоугольных заготовок равны соответственно: 1-я заготовка – 200´400=80000; 2-я заготовка – 250´35=87500;3-я заготовка – 200´200=40000. Возможны следующие варианты раскроя с минимальным количеством отходов с листа (табл. 1 ).
Таблица 1 — Характеристики вариантов раскроя
| Заготовка 1 | Заготовка 2 | Заготовка 3 | ||||||||
| площадь | кол-во | Σ площадь | площадь | кол-во | Σ площадь | площадь | кол-во | Σ площадь | Сумма площадей | отходы |
| 80000 | 4 | 320000 | 87500 | 0 | 0 | 40000 | 1 | 40000 | 360000 | 60000 |
| 0 | 0 | 4 | 350000 | 0 | 0 | 350000 | 70000 | |||
| 0 | 0 | 0 | 0 | 9 | 360000 | 360000 | 60000 | |||
| 1 | 80000 | 3 | 262500 | 0 | 0 | 342500 | 77500 | |||
| 2 | 160000 | 1 | 87500 | 3 | 120000 | 367500 | 52500 | |||
| 0 | 0 | 3 | 262500 | 3 | 120000 | 382500 | 37500 | |||
Варианты раскроя в порядке таблицы приведены на рисунках 1-3.


Рисунок 1 — Варианты раскроя 1 и 2
2) Сформулируем задачу математически сначала для минимизации отходов. Пусть x1 – число листов, израсходованных по первому варианту раскроя, x2 – соответственно по второму варианту; x3 – соответственно по третьему варианту; x4 –по четвертому варианту, и так далее для x5, x6. Минимум линейной функции, выражающей минимизацию отходов пока без учета лишних изготовленных заготовок запишется как
![]()


Рисунок 2 — Варианты раскроя 3 и 4


Рисунок 3 — Варианты раскроя 5 и 6
Здесь ci – отходы при i-том способе раскроя, их можно найти из таблицы. При этом необходимо сделать заготовок соответствующего уровня не меньше чем оговоренное в условии количество — по условию нам необходимо найти варианты раскроя, чтобы сделать не менее одной единицы продукции каждого вида. Так как для единицы первой продукции требуется 2Δ1 , 2Δ2 , 4Δ3 ; для продукции II аналогично 2Δ1 , 1Δ2 , 1Δ3 ; для продукции III - 1Δ1 , 5Δ2 , 4Δ3 . Тогда суммарно требуется не менее 5Δ1 , 8Δ2 , 9Δ3 . В первом варианте раскроя у нас 4 заготовки Δ1 , во втором, третьем и шестом – 0, в четвертом – 1, в пятом – 2. Тогда по условию необходимо, чтобы ![]() . Аналогично для деталей Δ2 и Δ3 :
. Аналогично для деталей Δ2 и Δ3 :
![]() .
.
По условию необходимо, чтобы использовались все листы, соответственно необходимо, чтобы ![]() . К тому же никакой способ раскроя не применяется к отрицательному количеству способов раскроя по вариантам:
. К тому же никакой способ раскроя не применяется к отрицательному количеству способов раскроя по вариантам: ![]() .
.
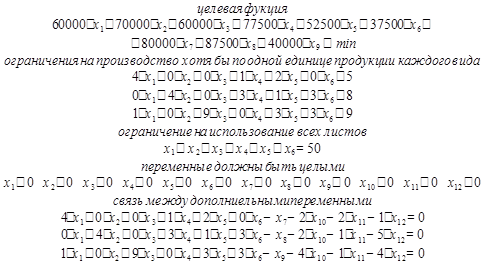
Таким образом, формулировка задачи без условия того, что лишние детали попадают в отходы:

Если учитывать то, что лишние детали попадают в отходы, то приходится вводить дополнительные переменные: ![]() - соответственно число заготовок 1-го, 2-го и третьего типов, изготовленных сверх использования для выпуска продукции; кроме того для второго этапа — составления плана выпуска продукции — необходимо ввести переменные
- соответственно число заготовок 1-го, 2-го и третьего типов, изготовленных сверх использования для выпуска продукции; кроме того для второго этапа — составления плана выпуска продукции — необходимо ввести переменные ![]() , соответственно число единиц продукции I, II и III. При этом между ними существует взаимосвязь: количество лишних деталей Δ1 равна разности между произведенными деталями и деталями, используемыми для выпуска продукции:
, соответственно число единиц продукции I, II и III. При этом между ними существует взаимосвязь: количество лишних деталей Δ1 равна разности между произведенными деталями и деталями, используемыми для выпуска продукции:
![]()
Аналогично:
![]()
![]()
Переменные ![]() должны быть больше или равны 0;
должны быть больше или равны 0; ![]() , по условию должны быть больше 1. Задача линейного программирования формируется следующим образом (рис.4).
, по условию должны быть больше 1. Задача линейного программирования формируется следующим образом (рис.4).
Для ее решения воспользуемся табличным процессором MicrosoftExcel и его расширением Поиск решения. Для включения самого расширения необходимо выполнить действия, показанные на рис. 5.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--