Контрольная работа: Технологическая операция очистки масличных семян от примесей
Зеерный цилиндр, как правило, имеет 4 ступени, которые отличаются диаметром. Шнековый вал делают составным. На вал надеваются кольца с витками или же без них. Обычно таких витков - 8. Эти витки имеют внутренний диаметр, соответствующий ступени зеерного цилиндра.
В некоторых конструкциях предусмотрена подача во внутреннюю полость вала пара или охлаждающей жидкости.
Шнековые прессы характеризуются так называемой величиной геометрической степени сжатия материала , которая представляет собой отношение объемной производительности первого и последнего витков.
Различают так же физическую степень сжатия , которая представляет собой отношение объемов материала поступающего в пресс и выходящего из пресса. Теоретическая (геометрическая) степень сжатия не учитывает механизма продвижения материала через пресс и его физико-механических свойств.
Движущей силой процесса отжима является развиваемое в прессе давление. Глубина отжима зависит от характера нарастания давления, максимального его значения и продолжительности пребывания материала под давлением. Давление, развиваемое в прессе, в свою очередь зависит от свойств готовой мезги.
Мезга, поступающая на прессование, должна иметь: пластичную и упругую структуру, одинаковые размеры, влажность, пластичность всех частиц, одинаковые свойства во всех слоях самих частиц (на поверхности и внутри). Для выполнения этих условий применяют влаготепловую обработку мятки.
По более ранним оценкам разных исследователей в прессах развивается давление до 25 МПа. В более поздних исследованиях были определены значительно меньшие величины давления - 3 - 4 МПа.
5. Разновидности шнековых прессов. Основные представители прессов каждой группы. Материальный баланс прессования мезги (форпресса)
Все известные типы шнековых прессов могут быть разбиты на три группы:
1) прессы для предварительного съема масла (форпрессы);
2) прессы для окончательного съема масла (экспеллеры);
3) прессы двойного действия (предварительный и окончательный съем масла осуществляется в одной машине).
Прессы для неглубокого съема масла применяют в технологической схеме форпрессование - экстракция и в схеме двукратного прессования для предварительного съема масла.
Прессы для глубокого съема масла применяют в технологической схеме двукратного прессования для окончательного съема масла и в схеме однократного прессования. В последнем случае масло отжимается на прессах двойного действия, которые имеют дополнительный вертикальный прессующий шнековый вал. Прессы двойного действия обеспечивают глубокий съем масла, и их также называют экспеллерами.
Характерными признаками форпрессов являются большие диаметры зеерного цилиндра и шнекового вала, достигающие в приемной части 220-250 мм. Частота вращения шнекового вала составляет 18-26 об/мин, а в некоторых новых конструкциях достигает 32-100 об/мин. Толщина выходящей из пресса жмыховой ракушки составляет не менее 6-7 мм, но чаще бывает 8-12 мм. Съем масла на форпрессах составляет 60-85% от его содержания в исходной мезге.
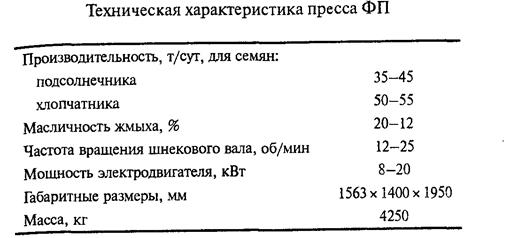
В качестве прессов для предварительного съема масла - применяются прессы МСП (СССР), ФП (ГДР.), ЛЦ (Англия), МП (СССР). Наибольшее распространение имеют прессы ФП и МП.
Пресс ФП (рис.9) обеспечивает хорошие качественные и количественные показатели. С качественной стороны работа рассматриваемого пресса характеризуется величиной съема масла, которая в нормальных условиях составляет 70-75% всего масла, содержащегося в поступающей мезге. При снижении частоты вращения шнекового вала съем масла увеличивается до 85%.
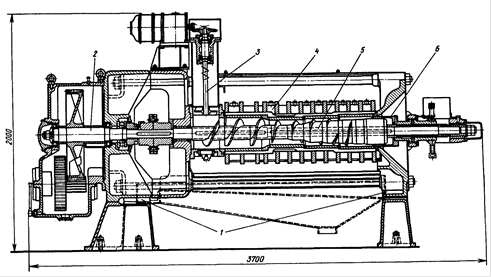
Рисунок 9 . Форпресс ФП.
Станина пресса 1состоит из двух чугунных стоек - передней и задней; они скреплены между собой четырьмя круглыми стяжками диаметром 45 мм. На передней стойке смонтированы редуктор и электродвигатель питателя 3. На задней стойке на специальном кронштейне укреплен концевой опорный подшипник шнекового вала. Между задней стойкой и концевым подшипником расположен регулятор давления 6конусного типа. Редуктор 2соединен со шнековым валом 5 при помощи дисковой муфты,выполняющей одновременно роль предохранительной защитной муфты: при перегрузке шнекового вала соединительные пальцы срезаются.
Зеерный барабан 4состоит из четырех ступеней, которые разъединяются в горизонтальной плоскости. Зазор между зеерными пластинками создается благодаря специальным приливам на их боковых поверхностях. Величина этого зазора уменьшается по направлению движения мезги к выходу.
Шнековый вал пресса - составной и обычно состоит из восьми отдельных витков и десяти установочных колец, надетых на общий вал. Внутренний диаметр зеера, диаметр тела шнека, а также его длина имеют такие размеры, что свободный объем витка по длине вала беспрерывно уменьшается, причем вначале очень резко и более плавно в конце.
Общая теоретическая степень сжатия, обеспечиваемая шнековым валом, равна 13. На конце шнекового вала помещен конусный регулятор, при помощи которого изменяется ширина выходной щели.
Пресс ФП зарекомендовал себя хорошо, однако он не лишен недостатков. Основные из них следующие:
ручное изменение ширины выходной щели с обязательной остановкой пресса;
быстрое изнашивание концевого подшипника скольжения, что приводит к расцентровке пресса;
наличие ременной передачи для привода шнекового вала и отдельного электродвигателя для питающего вала (это приводит к тому, что при ослаблении ремня скорость вращения шнекового вала снижается при неизменном количестве мезги, подаваемой питателем, что может вызвать запрессовку мезги в прессе).
Пресс МП (рис.10) значительно отличается от рассмотренной выше конструкции.
