Контрольная работа: Технологический процесс механической обработки детали
Тогда по формуле 3 получается:
![]()
4. Разработка техпроцесса механической обработки
4.1 Разработка маршрута обработки и выбор баз на переходах всех операций
Как указано в первой части контрольной работы, обработка наружных цилиндрических поверхностей, а также плоскостей будет производиться на операции токарная с ЧПУ на станке токарно-винторезном с ЧПУ 16К20Ф3.
Комплектом черновых баз являются поверхности штампованной заготовки соответствующие плоской поверхности детали А и наружной шестигранной поверхности Ж (в данном подразделе номера поверхностей приведены согласно рисунка 2), поскольку поверхность А имеет наибольший размер и при штамповке в закрытом штампе направление конусности, обеспечивающее надежное закрепление.
На первом переходе будут обработаны наружные цилиндрические поверхности В и Д, фаски, торцевые поверхности Б, Г и Е, внутренняя цилиндрическая поверхность М – как настроечная база последующего зубодолбления.
Комплектом баз на следующем переходе операции токарная с ЧПУ являются наружная цилиндрическая поверхность В и торцовая поверхность Б.
На данном переходе будут обработаны торцевая поверхность А, внутренние цилиндрические и торцевые поверхности З, К и И, Л соответственно, а также канавка Н.
Сверление отверстий производится на вертикально-сверлильном станке 2Н125 с использованием шестишпиндельной насадки через направляющие кондукторные втулки.
Нарезание внутреннего зубчатого венца (поверхность О) будет производиться на операции зубодолбление на зубодолбежном полуавтомате модели 5В12.
На данной операции комплектом баз будут являться внутренняя цилиндрическая поверхность З и торцевая поверхность А. Настроечной базой служит поверхность М.
4.2 Разработка технологического процесса обработки детали
Чистовые (черновые) базы
При выборе чистовых баз следует иметь в виду, что наибольшая точность обработки достигается при условии использования на всех операциях механической обработки одних и тех же базовых поверхностей. Используем несколько комплектов чистовых баз для обработки детали (Рисунок 3).
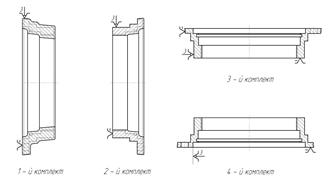
Рисунок 3 – Комплекты баз: 1-й и 2-й для токарной обработки, 3-й сверловки отверстий и 4-й для долбежки зубчатого венца
Последовательность производимых операций:
005 – 100 Заготовительная
105 Химико-термическая
На данной операции осуществляется закалка заготовки до необходимой твердости.
110 – токарная с ЧПУ
На этой операции производится черновая и чистовая обработка детали с использованием 1-го комплекта баз.
Точить поверхности В, Д и М с подрезкой торцов Б, Г и Е предварительно и окончательно, снять фаски.
Приспособления: трехкулачковый патрон, комплект кулачков с проточкой.
Р.И.- Резец проходной (2), резец упорный (2), резец расточной (2) (материал резцов Т5К10 - черновая и Т15К6(Т30К4) – чистовая).
В.И.- Резцедержатель.
Станок токарно-винторезный с ЧПУ 16К20Ф3.
120 – токарная с ЧПУ