Курсовая работа: Агрегат подготовки холоднокатаных рулонов
1 ОБЩАЯ ЧАСТЬ
1.1 Назначение и устройство механизма
Агрегат предназначен для вырезки дефектных участков, обрезки концов, контроля толщины и стыковой сварки отдельных полос.
Размеры обрабатываемых рулонов:
- вес рулона от3,5 до30 тонн;
- внутренний диаметр 600 мм;
- наружный диаметр от1050 до 2300 мм;
- толщина обрабатываемых полос от 0,3 до 1,00мм;
Агрегат состоит из следующих основных узлов:
- разматывателя;
- гильотинных ножниц;
- стыкосварочной машины;
- моталки.
Передний и задний концы полосы обрезают до толщины не более 0,8 мм.( Для толщин 0,50 – 0,65мм ). Толщина полосы должна отвечать требованиям по отклонениям по толщине после прокатки, кроме переднего и заднего концов длиной до 10 метров. Утолщенные дефектные участки вырезают и полосу сваривают встык.
Рулон может состоять из полос, сваренных встык. Рулоны в обработку поступают со склада 04.
Технология обработки рулона:
- 1 входной рулон – 1 выходной рулон;
- до 5 входных рулонов – 1 выходной;
- 1 входной рулон – несколько выходных рулонов ( входной рулон считается не закончившимся, пока весь не сойдет с агрегата, выходной рулон меньше 1,5 тонн считается подмоткой и в производстве не учитывается);
- возможно снятие с разматывателя части рулона.
После обработки поступают на склад 05.
Приводы моталок служат для создания и поддержания постоянного натяжения и для намотки прокатываемой полосы.
Моталка состоит из электродвигателя, тормоза, муфты, редуктора и барабана
Таблица 1 – Основные технические данные механизма моталки
| Наименование | Обозначение | Единицы измерения | Величина |
| Вес рулона | Gр | Н | 245250 |
| Вес барабана моталки | Gб | Н | 11507,1 |
| Предел текучести материала полосы | ds | H/ | 1060 |
| Диаметр барабана | Dб | м | 0,6 |
| Диаметр рулона | Dр | м | 2,3 |
| Диаметр цапфы | dц | м | 0,24 |
| Скорость намотки полосы | u | м/с | 5 |
| Толщина полосы | h | мм | 0,35 |
| Ширина полосы | b | м | 1250 |
| КПД редуктора | hред | ––– | 0,9 |
| Модуль упругости | E | Н× | |
| Маховый момент рулона | Н× | 692831,3 | |
| Маховый момент барабана | Н× | 2071,3 |
| Натяжение полосы | Т | Н | 18750 |
| Передаточное число редуктора | i | ––– | 16 |
1.2 Кинематическая схема
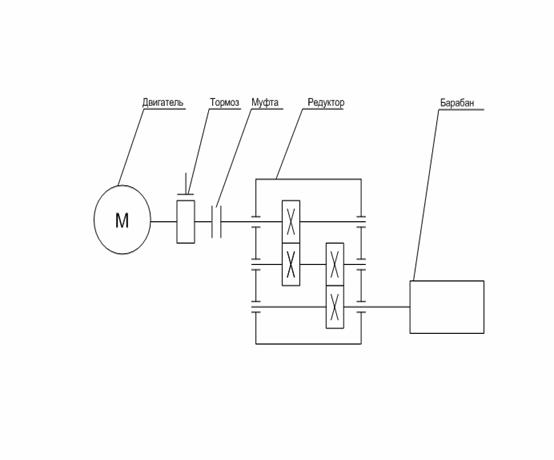
Рисунок 1. Кинематическая схема. Привод моталки Агрегата подготовки холоднокатаных рулонов
1.3 Циклограмма (последовательность операций), режимы работы главного привода:
1 Заправка конца рулона;