Курсовая работа: Анализ технологической операции изготовления гильзы цилиндра
![]() 122
122
![]() 70
70
331
115
5. Анализ технологической операции существующего или типового технологического процесса
Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность механической обработки соответствует общепринятым этапам построения технологического процесса.
На первой технологической операции производится обработка поверхностей, которые на последующих операциях будут приняты за базовые.
Данный раздел курсовой работы включает в себя следующие работы:
- обоснование правильности схемы базирования и закрепления заготовки на одну операцию технологического процесса, придерживание принципов объединения и постоянства баз;
- обоснование правильности выбора металлорежущего станка, оборудования, режущего и измерительного инструментов для этой операции;
- расчет режимов резания для одного технологического перехода аналитическим методом, а для других переходов этой операции – табличным методом;
- расчет нормы времени Тшт(или Тшт – к) для одной технологической операции.
Заводской технологический процесс приведен в таблице 5.1
Таблица 5.1 – Заводской технологический процесс
|
Номер операции |
Наименование операции |
Оборудование |
| 005 | Кузнечная | |
| 010 | Термическая | |
| 015 | Токарная | Токарно-винторезный мод.1М63 |
| 020 | Маркировочная | |
| 025 | Контроль ОТК | |
| 030 | Координатно-расточная | Координатно-расточной мод.2Д450 |
| 035 | Токарная | Токарно-винторезный мод.1К625 |
| 040 | Токарная | Токарно-винторезный мод.1К625 |
| 045 | Токарная | Токарно-винторезный мод.1К625 |
| 050 | Маркировочная | |
| 055 | Контроль ОТК | |
| 060 | Термическая | Установка закалки ТВЧ |
| 065 | Шлифовальная | Круглошлифовальный мод.3У12 |
| 070 | Токарная | Токарно-винторезный мод.1К625 |
| 075 | Шлифовальная | Круглошлифовальный мод.3У12 |
| 080 | Маркировочная (на бирке) | |
| 085 | Контроль ОТК | |
| 090 | Шлицефрезерная | Шлицефрезерный мод.5350 |
| 095 | Шлифовальная | Круглошлифовальный мод.3У12 |
| 100 | Токарная | Токарно-винторезный мод.1М63БФ101 |
| 105 | Фрезерная | Вертикально-фрезерный мод.6Р13 |
| 110 | Маркировочная | |
| 115 | Контроль ОТК | |
| 120 | Слесарная |
Технологический процесс изготовления детали “вал эксцентриковый” в заводском варианте выполнен как маршрутный, что соответствует мелкосерийному типу производства. Он содержит 24 операции, из которых 11 операций механической обработки, остальные - контрольные, слесарные, термические, сварочные, маркировочные.
Сравнивая заводской техпроцесс с типовым мы можем сказать, что операции обработки выбраны в основном правильно. Но есть мелкие недостатки, которые возможно вызваны дополнительными требованиями конструктора.
Недостатки заводского ТП:
а) Главный недостаток – несоблюдение принципа поэтапности операции;
б) на токарных операциях совмещаются черновое и чистовое точение, что соответствует различным этапам обработки и т.д.
Применяемое оборудование, режущий инструмент, средства технологической оснастки не соответствует современному уровню развития ТМС (более целесообразно применение станков ЧПУ, универсально-сборочных приспособлений, инструмента с механическим креплением пластин и т.д.).
В заводском маршрутном ТП не указаны способы базирования и закрепления заготовки, выполняемые операционные размеры, подробно не расписан режущий и мерительный инструмент. Нормирование времени на выполнение операции приводится в часах и имеет место завышения норм времени в несколько раз.
5.1 Анализ и обоснование схем базирования и закрепления
Для дальнейшего рассмотрения выбираем операцию 045 – токарная обработка эксцентриков.
На этой операции будут окончательно обрабатываться следующие поверхности (рисунок 5.1): 7,8,9,10,11 и 12.
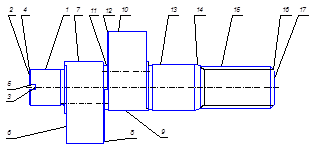
Рисунок 5.1 – Конструктивные элементы детали
Таким образом, на данной операции производится обработка шести поверхностей. Однако обработка в один установ невозможна, так как на этой операции про изводится точение двух эксцентриковых колен вала.