Курсовая работа: Анализ технологической операции изготовления гильзы цилиндра
минимальная
240
378
5
Расход номинальный, л/мин 253Давление на входе, МПа:
номинальное
максимальное
25
32
Давление на выходе, МПа:
максимальное
минимальное
2.5
0.3
Номинальный перепад давления, МПа 24.7 Максимальное давление дренажа, МПа 0.05 Гидромеханический КПД, % не менее 92 Общий КПД,% не менее 87 Масса без рабочей жидкости, кг не более 150 Номинальная мощность, кВт 89 Номинальный крутящий момент, Н·м 3613 Крутящий момент страчивания, Н·м 3258Допускаемая нагрузка на конце вала, Н:
осевая
радиальная
1000
3000
Рассматриваемая в данном курсовом проекте деталь вал эксцентриковый 6 в узле устанавливается на радиально-упорных роликоподшипниках 42 (см. приложение А) и является исполнительным органом машины.
Схема базирования детали вал эксцентриковый в узле при сборке приведена ниже на рисунке 1.1.
Как и было указано выше в требованиях к радиально-поршневым гидромоторам, распредвал изготавливается из стальной поковки, исполнительные его поверхности поддаются закалке ТВЧ.
Проанализируем основные поверхности детали.
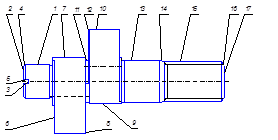
Рисунок 1.1. – Конструктивные элементы детали
Цилиндрические поверхности 1 и 13 являются основными конструкторскими базами и определяют положение детали в узле.
Поверхности 4 и 16 (фаски) предназначены для повышения технологичности детали, так же как и поверхности 8 и 12.
Поверхности вала 7 и 10 являются исполнительными, так как благодаря этим поверхностям деталь исполняет свою функцию – передаёт движение поршням гидромотора. В данном проекте подробно будет рассмотрен процесс механической обработки этих поверхностей.
Поверхности шпоночного паза 3 и 5 являются конструкторскими и служат для передачи вращающего момента через специальную пластину 16 на золотник (распределитель).