Курсовая работа: Автоматизация изготовления детали
![]() (мин).
(мин).
3. Конструкторский раздел
3.1 Анализ и выбор компановки
Для автоматизации массового и крупносерийного производства создаются гибкие автоматические линии (ГАЛ), в которых на стадии проектирования предусматриваются условия их эффективного использования (поточный метод изготовления продукции по схеме "станок-станок", высокая концентрация операций, высокопроизводительные режимы резания и т.д.). При этом уровень автоматизации переналадки оборудования существенно ниже, так как эта операция выполняется в производственных условиях значительно реже, чем в ГАУ.
Свойство гибкости в ГАЛ обеспечивается применением переналаживаемого оборудования и систем управления на базе УЧПУ, программируемых командоаппаратов (ПК), ЭВМ различных типов.
Варианты компоновок ГАЛ приведены ниже:
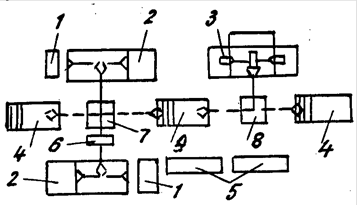
Рис.1 - Т - образная компоновка АЛ для обработки деталей типа тел вращения, где:
1 - УЧПУ станка;
2 - токарный станок;
3 - фрезерно-центровальный станок;
4 - механизм поштучной выдачи заготовок;
5 - система управления АЛ;
6 - контрольное устройство;
7, 8 - ПР;
9 - переукладчик.
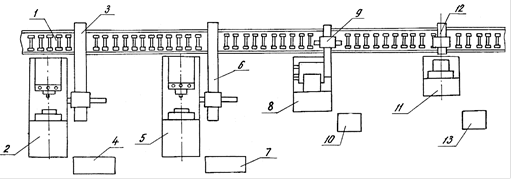
Рис.2 - Компоновка линии для обработки деталей типа "тел вращения", где
1 - конвейер;
2 - токарный станок с ЧПУ;
3 - манипулятор;
4 - пульт ЧПУ;
5 - токарный станок с ЧПУ;
6 - манипулятор;
7 - пульт управления;
8 - фрезерный агрегатный станок
10 - пульт управления;
11 - сверлильный агрегатный станок;
12 - манипулятор;
13 - пульт управления.
В данном курсовом проекте была разработана автоматизированная линия, показанная на рис.1, потому что в связи с большими значениями времени, затраченного на технологические операции, расположение технологического оборудования не сможет уменьшить производительность линии в целом.