Курсовая работа: Автоматизация системы управления холодильной установкой
![]() - суммарное время простоя i - го станка,
- суммарное время простоя i - го станка,
![]() - суммарное время простоя j – й детали,
- суммарное время простоя j – й детали,
![]() - суммарное время простоя 2 станков,
- суммарное время простоя 2 станков,
![]() - суммарное время ожидания п=4 деталей.
- суммарное время ожидания п=4 деталей.
Дополнительные условия и ограничения:
1 Маршрут обработки j - й детали в общем случае различен и задан жестко (в нашем случае маршруты одинаковы).
2 Длительность обработки j - й детали на j - м станке в общем случае различна, время переналадки не учитывается.
3 Ограничения на сроки ожидания i - го станка и j - ой детали отсутствуют, приоритетов нет.
4 Ограничения на сроки выпуска j - ой детали отсутствуют, приоритетов нет.
5 Для каждой j - ой детали все операции, входящие в технологический маршрут должны быть выполнены и только один раз.
6 На каждом i - ом станке обрабатывается не более одной детали.
2.2 Решение задачи
По условию задачи мы имеем два станка, а маршруты обработки заданы жестко и вес одинаковы, а именно деталь сначала поступает на первый станок, затем на второй. Таким образом мы имеем задачу Джонсона (задача о двух станках). Обозначим:
Аj - время обработки j - ой детали на 1 станке;
Вj - время обработки j - ой детали на 2 станке.
Составим схемы-графы обработки
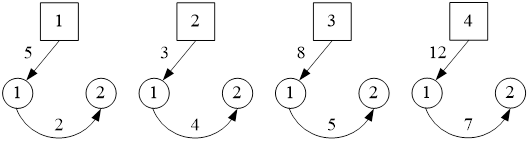
Рисунок 2.1 - Схема-граф обработки
Для определения последовательности обработки деталей просматриваем все значения A j и В j и находим любое из них минимальное. Если минимальное время получилось на первом станке, то такая деталь отправляется на обработку первой, если минимальное время получилось на втором станке, то такая деталь поступает на обработку последней. Строка, соответствующая рассмотренной детали, вычеркивается.
Таким образом, получили оптимальную в смысле ?