Курсовая работа: Автоматизация технологического процесса обработки детали
Операция токарная: на токарном автомате производится черновое наружное точение шеек вала проходным резцом.
Операция токарная: на токарном автомате чистовая обработка шеек вала с выдерживанием диаметральных и линейных размеров согласно требованиям чертежа.
Операция токарная: прорезка канавок канавочным резцом и снятие фаски фасочным резцом на токарном автомате.
1.4 Расчёт режимов резания и норм времени
В соответствии с требуемой точностью обработки и шероховатостью поверхностей следует назначать режимы резания: скорость вращения шпинделя, глубину резания, подачу.
Общий припуск под всю механическую обработку 2,5 мм на сторону. Припуск под черновую токарную обработку - 2 мм, под чистовую – 0,5 мм.
При фрезеровании торцов принимаем подачу S=0,2 мм/об, частоту вращения инструмента (фрезы) n=650 мин-1 , глубину равную припуску на торце t=2,5 мм. Длину рабочего хода:
![]()
где dТ – наибольший диаметр фрезеруемого торца, мм.
Расчётное время обработки
![]()
При черновом точении принимаем следующие режимы: глубина резания t=2 мм, подача S=0,4 мм/об., частота вращения заготовки n=650мин-1 . Длину рабочего хода принимаем равной длине шейки вала. Расчётное время обработки:
![]()
Остальные режимы резания и время на обработку приведём в технологической карте (таблица 1.1).
Таблица 1.1 – Маршрут технологического процесса
| Операции |
Операционный эскиз |
Припуск мм |
Длина раб. хода, мм | Режимы |
tP , мин | ||||
|
n, мин-1 |
S,
|
t, мм | i | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
|
Фрезеро-вание торцов | 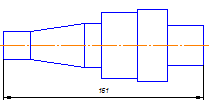 | 2,5 | 32 | 650 | 0,2 | 2,5 | 1 | 0,3 | |
|
Центро-вание торцов | 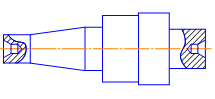 | 2,5 | 10 | 500 | 0,1 | 2 | 1 | 0,2 | |
|
Черновое К-во Просмотров: 479
Бесплатно скачать Курсовая работа: Автоматизация технологического процесса обработки детали
| |||||||||