Курсовая работа: Автоматизация технологического процесса обработки детали
Время быстрого подвода инструмента к обрабатываемой поверхности вала:
![]() с,
с,
где ln =200 мм – путь холостого хода инструмента;
Vn =10 м/мин – скорость быстрых перемещений.
Время отвода инструмента:
![]() с,
с,
где lO =300 мм – путь пройденный инструментом при отводе.
Составим циклограмму обработки.
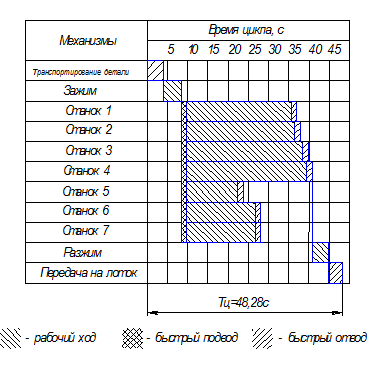
Рисунок 1 – Циклограмма автоматической линии
3 Построение системы управления электроприводом металлообрабатывающего станка
На фрезерном станке производится цикл обработки Т-образного паза Т-образной фрезой. Вращение шпинделя осуществляется от индивидуального привода – двигателя постоянного тока М1. Привод подач также имеет два индивидуальных двигателя постоянного тока для движения стола вдоль каждой из осей.
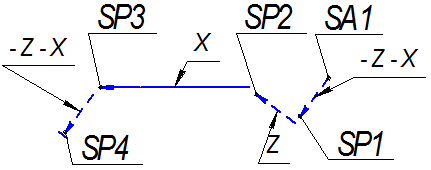
Рисунок 3.1 – Типовой цикл фрезерования прямого паза концевой фрезой
Согласно заданию можно составить словесное описание процесса обработки:
- по разрешающему сигналу включаются двигатели М2 и М3 и осуществляется вспомогательный ход вдоль осей X и Z в обратном направлении;
- срабатывает датчик перемещения SP1 и движение вдоль осей X и Z прекращается, включается вспомогательное прямое перемещение по оси Z;
- при срабатывании датчика SP2 движение вдоль оси Z прекращается, включается вращение шпинделя (двигатель М1) и рабочий ход по оси X в прямом направлении;
- при срабатывании датчика SP3 отключается рабочий ход по оси X, а включается вспомогательный ход вдоль осей X и Z в обратном направлении;
- при срабатывании датчика SP4 отключается перемещение по осям X и Z в обратном направлении и выключается вращение шпинделя.
Чтобы реализовать данный цикл обработки необходимо управление тремя двигателями в замкнутой последовательности. В схеме необходимо предусмотреть реверс двигателей М2 и М3, а также регулирование скорости двигателя М2. Снижение скорости вращения двигателя будем осуществлять путём включения в цепь якоря дополнительного сопротивления.
Составим циклограмму работы автомата (рисунок 3.2).
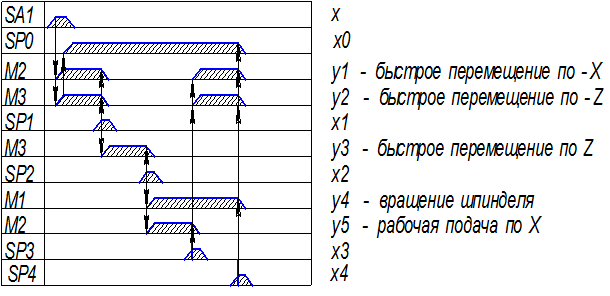
Рисунок 3.2 – Циклограмма работы автомата
Составим логические функции:
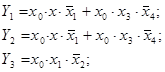
![]()
В схеме управления необходимо предусмотреть элементы памяти, так как конечные выключатели формируют кратковременный импульс.
Определим параметры источника питания, который включает стабилизатор напряжения, трансформатор, выпрямитель и С-фильтр:
Ток нагрузки
![]() мА
мА
где IR1 =IВЫХ =1 мА – ток на выходе логического устройства;
IK =ICP =60 мА – ток срабатывания реле К;
Прямой ток диодов для мостовой схемы:
![]() мА
мА
Максимальное обратное напряжение диода:
![]() В
В
где UН =UП =10 В – напряжение на нагрузке.
По каталогу выбираем диодыRVD1SR35

Рисунок 3.1 – Схема источника питания
Действующее напряжение вторичной обмотки:
![]() В
В
Коэффициент трансформации:
![]()