Курсовая работа: Деформация древесины в процессе сушки и первичной обработки на лесопильных предприятиях
Пиломатериалы могут быть обрезными, необрезными и односторонними обрезными. У обрезных пиломатериалов пласти и кромки пропилены по всей длине или имеется обзол не более допустимого. У необрезных - пласти пропилены, а кромки не пропилены или пропилены частично и величина непропиленной части превышает допускаемые размеры для обрезных пиломатериалов. У односторонних обрезных пиломатериалов одна кромка опилена полностью, а другая кромка не опилена совсем или опилена частично и имеется обзол более допустимого в обрезном пиломатериале.
1. Деформации древесины и их причины
В данной работе будет рассмотрено понятие деформации древесины, а так же будут подробно разобраны процессы обработки древесины, в ходе которых могут возникнуть различного рода деформации.
Деформации – при этом также говорят о покоробленной или перекошенной древесине – это простое или многократное искривление сортимента в продольном направлении. Узкая сторона пиломатериала может иметь продольную деформацию, доска и брусок могут быть искривлены по ширине, то есть быть выпуклыми или вогнутыми. Пиломатериал в продольном направлении может быть изогнут спирально или в форме пропеллера. Покоробленности вызываются большим количеством причин, например: неравномерная усушка, напряжения усушки, дефекты штабелирования и косослойность.В частности, продольная покоробленность возникает из-за различий в усушке по длине волокон. Например, в одном сортименте оказываются участки разной по строению древесины, молодая древесина у сердцевины, имеющая большую усушку, чем нормальная древесина (рисунок 1)

Рисунок 1.
Такую разновидность покоробленности как крыловатость вызывает наклон волокон - порок строения древесины (рисунок 2).

Рисунок 2.
Покоробленность может привести к большим потерям материала при обработке или сделать древесину непригодной для предусмотренного использования. К тому же нужно учитывать, что коробление после обработки пиломатериала в конечное изделие может продолжиться или начаться заново.
2. Процесс сушки древесины
Сушкой называется процесс удаления из древесины влаги испарением. В деревообрабатывающих производствах промышленное применение имеют два способа сушки: конвективная газопаровая и конвективная атмосферная. При сушке древесины этими способами необходимая для испарения влаги теплота передается древесине путем конвекции от газообразной среды. Эта среда называется агентом сушки. Она обеспечивает также поглощение испарившейся влаги и ее удаление. Газообразными агентами сушки являются атмосферный воздух, топочные газы, водяной пар и их смеси.
Сушка улучшает физико-механические свойства древесины, обеспечивает устойчивость формы и размеров древесных сортиментов, повышает стойкость против гниения и уменьшает массу древесины.
2.1 Атмосферная сушка
Атмосферная сушка производится на открытых складах или под навесами при размещении пиломатериалов в штабелях. Агентом сушки является атмосферный воздух. Так как холодный воздух слабо поглощает влагу, то атмосферная сушка протекает медленно, а в зимнее время практически прекращается. Регулировать скорость атмосферной сушки можно лишь в незначительной степени путем изменения плотности укладки материала в штабеля.
2.2 Укладка штабеля при атмосферной сушке
При укладке штабеля следует обращать внимание на безупречное основание штабеля, правильный выбор и расположение штабельных реек, защиту торцов, а также аккуратное штабелирование и укрытие пиломатериалов.
Основание штабеля состоит из штабельных ножек и лежней (прокладок). Расстояние между ножками штабеля рассчитывают на основании толщины высушиваемого материала. Чем толще штабелируемый пиломатериал, тем больше может быть расстояние между отдельными ножками, как правило, от 1,00 до 1,25 м. в продольном направлении и от 0,50 до 1,50м. – в поперечном. Для обеспечения хорошего проветривания штабеля штабельные ножки должны иметь такую высоту, чтобы нижний слой штабеля находился на высоте от 0,40 до 0,60 м. над полом. Прокладки в штабеле должны лежать в поперечном направлении горизонтально, в продольном – с уклоном от 1 до 5 см. на метр. Это делает возможным сток попавших на штабель дождевых капель.
Штабельные рейки или пластины делают возможным проветривание высушиваемых пиломатериалов. Особенно удобны рейки с квадратным сечением, так как исключена возможность положить их неправильно. Штабельные рейки должны иметь такую длину, чтобы штабелируемый пиломатериал помещался на них по всей своей ширине. Тем самым будет предотвращено коробление пиломатериала. Рейки с немного большей длиной делают возможным поперечное соединение между отдельными штабелями и уменьшают опасность разрушения штабеля (рисунок 3).
При штабелировании пиломатериалов штабельные рейки должны укладываться перпендикулярно друг к другу, что бы предотвратить прогиб и коробление досок или брусков. Расстояние между рейками рассчитывается в зависимости от толщины штабелируемых изделий. Для досок толщиной до 15мм расстояние между рейками должно быть более 50 см, для досок толщиной более 15 мм – от 75 до 100 см, для брусков - от 130 до 150 см. Внутри одной зоны штабеля могут прокладываться только рейки с одинаковым поперечным сечением. Тем самым обеспечивается равномерность и постоянство расстояния по высоте между досками или брусками, и пиломатериал не коробится. Штабельные рейки должны быть изготовлены из ели, так как еловая древесина не приводит к окрашиванию высушиваемого материала и не образует на нем вмятин.
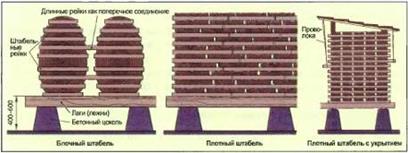
Рисунок 3.
2.3 Технические виды сушки древесины
2.3.1 Камерная сушка
Газопаровая сушка, проводимая в специальных помещениях – сушильных камерах, называется также камерной. Высушиваемая древесина штабелируется в теплоизолированных камерах из стали, алюминия или кирпича. Камеры, различные по размеру и форме, оснащены оборудованием, с помощью которого влажность, температура и поток воздуха могут быть установлены или отрегулированы таким образом, что для сушки древесины будет создан оптимальный климат. Таким техническим оборудованием в основном являются: нагревательный прибор, трубопровод для распылителя, двигатель аксиального вентилятора, клапаны приточного и вытяжного воздуха, промежуточное перекрытие с поворотными дугами, а также измерительные и контрольные приборы для регулирования и контроля процесса сушки (рисунок 4).
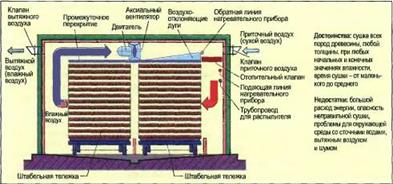
Рисунок 4.
С помощью нагревательного прибора повышается температура воздуха в камере. Нагретый воздух, подгоняемый вентилятором, отдает тепло влажной древесине и одновременно забирает из высушиваемого сортимента исходящую в виде пара влагу (рисунок 4). Если воздух в камере слишком сухой или относительная влажность слишком низкая, то процесс сушки будет протекать слишком быстро и может вызывать повреждения древесины, например образование трещин. С помощью разбрызгивающего оборудования можно установить желаемую относительную влажность воздуха в камере.
Воздух в зависимости от температуры может принять только определенное количество водяного пара. При сушке температура не меняется. Для поддержания процесса сушки необходим постоянный приток свежего воздуха, так называемого сухого воздуха, через приточный клапан в сушильную камеру. В это время воздух, обогащенный водяными парами, так называемый влажный воздух, через вытяжной клапан отводится наружу. Конвекционная сушка по этой причине так же обозначается как приточно-вытяжная сушка. Конвекция в данном случае значит подведение и удаление.
То, как работа отдельных элементов оборудования камерной сушки будет согласована между собой, будет зависеть от породы подлежащей сушке древесины, от толщины сортимента, значений начальной и желаемой конечной влажности. Некоторые породы могут сушиться при температуре ниже 100 C, другие – выше 100 C . Твердая древесина сохнет сложнее и требует большего времени сушки, чем мягкая. Древесина с высокой начальной влажностью должна провести в сушильной камере больше времени, чем предварительно просушенная древесина.
В соответствии с планом сушки высушивание древесины производится в пять этапов:
- нагрев находящегося в камере воздуха;
- прогрев находящейся в камере древесины;
- непосредственно процесс сушки с применением нагретого приточного воздуха и при необходимости распыленного пара;
- кондиционирование, то есть дополнительный обдув высушиваемого сортимента в конце сушки для лучшего выравнивания различий влажности и напряжений сушки;