Курсовая работа: Деформация древесины в процессе сушки и первичной обработки на лесопильных предприятиях
Если доски имеют разную ширину, то узкие укладывают в середину, а широкие - по краям пакета или штабеля. Если по ширине пакета или штабеля целое количество досок не размещается, то зазор оставляют по середине ширины штабеля.
Недогрузка штабеля по высоте недопустима, так как за счет больших утечек сушильного агента через пространство над штабелем резко снижается скорость циркуляции в самом штабеле. Это приводит к увеличению сроков сушки и в некоторой степени к неравномерному просыханию материала.
Необразные доски укладывают комлями в разные стороны (рисунок 8).
Рисунок 8.
В зависимости от характера циркуляции агента сушки через штабель пиломатериалы укладывают:
1. сплошными рядами без промежутков (шпаций) между досками для камер с горизонтальной циркуляцией поперек штабелей (рисунок 9.1);
2. с промежутками (шпациями) между досками для камер с горизонтальной циркуляцией вдоль штабелей и с вертикальной, в том числе естественной циркуляцией (рисунок 9.2).
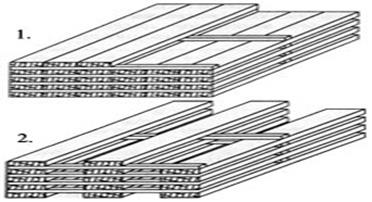
Рисунок 9.
В штабелях или пакетах со шпациями общая ширина шпаций должна составлять при укладке обрезных досок - 35%, необрезных - 57% от ширины штабеля. Шпации должны быть распределены равномерно по ширине штабеля.
Горизонтальные ряды пиломатериалов в пакетах и штабелях должны разделяться межрядовыми прокладками, а пакеты по высоте штабеля - межпакетными.
Главное внимание уделяют шагу прокладок, а также вертикальности их рядов - это основной признак качества укладки пиломатериалов.
Расстояние между прокладками по длине штабеля (шаг прокладок) зависит от древесной породы, толщины и ширины пиломатериала, конечной влажности.
При высушивании хвойных пиломатериалов с конечной влажностью (10…12)% шаг прокладок принимают равным 20-кратной толщине досок, т.е. шаг = 20Т.
При сушке дубовых и буковых досок, которые значительно коробятся, шаг = 15 Т.
Если конечная влажность древесины (5…7) %, а сортименты короткие, назначают шаг = 10Т.
В случае высушивания хвойных пиломатериалов до транспортной влажности следует принимать шаг = 35Т.
Длина межрядовых прокладок зависит от ширины штабеля, их ширина (35…45) мм, толщина (25 ± 0,5) мм.
При сушке толстых пиломатериалов в высоких штабелях рекомендуются прокладки шириной 50 мм.
Межпакетные прокладки изготавливают квадратного сечения не менее 70 х 70 мм.
По высоте штабеля прокладки следует укладывать строго вертикально одна над другой. Сбившиеся прокладки выправляют. Нижняя прокладка должна находиться над опорным брусом или над другим прочным основанием. Крайние прокладки у лицевого ровного торца штабеля укладывают заподлицо с торцами досок.
Прокладки изготавливаются из древесины хвойных и лиственных пород, не имеющей гнили и синевы.
Количество межрядовых прокладок по длине пакета или штабеля приведено в таблице 1.
Таблица 1.
| Толщина пиломатериалов, мм | Хвойные породы | Лиственные породы | ||||
| длина пакета или штабеля, м | ||||||
| 2,5 | 4,0…4,5 | 6,5…6,8 | 2,5 | 4,0…4,5 | 6,5…6,8 | |
| 16…19 | 5 | 8 | 12 | 7 | 10 | 14 |
| 22…25 | 5 | 7 | 10 | 6 | 9 | 12 |
| 32…40 | 4 | 5 | 7 | 5 | 7 | 9 |
| 50 и более | 3 | 4 | 6 | 4 | 5 | 7 |
Количество межпакетных прокладок по длине пакетного штабеля должно быть таким же, как и количество межрядовых прокладок. При формировании штабеля межпакетные прокладки должны размещаться в одном вертикальном ряду с межродовыми прокладками пакетов.
5. Деформации, возникающие при распиловке древесины
Деформации так же могут возникнуть в процессе распиловки древесины. Причиной этого является особенности строения дерева. Например, одной из особенностей строения ствола может являться косослойность. Простая косослойность отличается спиралевидным, в основном параллельным расположением волокон под наклоном к оси дерева. В результате, перед распиловкой в дереве присутствуют внутренние напряжения, которые проявляются в процессе распиловки. Как следствие древесина становится деформированной.
Заключение
В ходе данной работы было разобрано понятие геометрической формы пиломатериалов и понятие деформации или коробления древесины. Так же были подробно разобраны процессы первичной обработки пиломатериалов на лесопильных предприятиях и установлены возможные причины изменения геометрической формы пиломатериалов. У меня данная работа вызвала большой интерес, т.к. кроме новых знаний, приобретенных в ходе данной работы, я получил возможность предложить свой метод расчета величины прогиба пиломатериалов.
Список литературы
1. Тюкина Ю.П., Макарова Н.С. Технология лесопильно-деревообрабатывающего производства: Учеб. для СПТУ. — М.: Высш. шк. , 1988 - 271с, ил.