Курсовая работа: Фрезерование сегментного шпоночного паза
где ![]() – число групп основных переходов.
– число групп основных переходов.
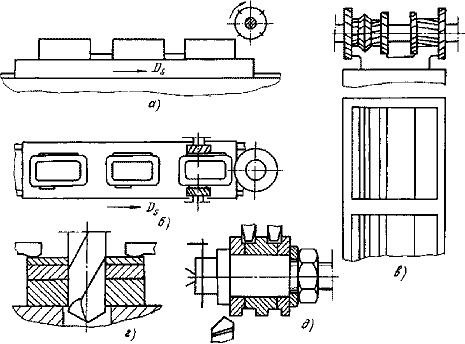
Рис. 8 - Три способа осуществления основных переходов при многоместной обработке
Параллельный способ обработки характеризуется одновременностью обработки поверхности заготовки многими инструментами. Поэтому основное технологическое время равно наибольшему времени обработки одной или нескольких поверхностей равноценных по затратам времени (рис.22.7 в-д):
![]() .
.
Все три способа выполнения основных переходов можно вести как при одноместной (рис. 7), так и при многоместной обработке (рис. 8).
Оперативное время, приходящееся при многоместной обработке на одну заготовку, будет равно оперативному времени![]() обработки n заготовок, отнесенному к числу
обработки n заготовок, отнесенному к числу ![]() :
:
![]() .
.
Условия труда и его производительность
Производительность труда каждого работника в значительной мере зависит от интереса к выполняемой работе и условий труда. Работа, которая увлекает, делают быстрее, и человек при этом устает меньше, поэтому очень важно, чтобы работник, получающий задание, понимал цель и значение предстоящей работы и был заинтересован в ней. Утомителен труд, сводящийся к чисто механическим однообразным действиям, как это часто бывает в поточном производстве. Так как он притупляет сознание и внимание человека и может привести к травмам. Учитывая это, на заводах массового производства время от времени переставляют рабочих с одних операций на другие.
Условия, в которых человеку приходится трудиться, существенно влияют на утомляемость, а следовательно, и на производительность труда. Удобное положение работающего на рабочем месте, простота и удобство управления процессом, чистота, свежий воздух, нормальная температура воздуха и освещенность помещения, отсутствие излишнего шума, четкая организация производства, удобная одежда, доброжелательные отношения в коллективе прямым образом отражаются на производительности труда.
Социологические исследования, проведенные на одном из московских станкостроительных заводов, показали, что наибольшего уровня производительность труда достигает через 45 мин после начала смены, снижается за 15 мин до обеда, и опять достигает максимума через 15 мин после обеда и постепенно падает за 1 ч до конца смены (рис.22.9). Теми же исследованиями было установлено, что плохое настроение рабочего приводит к снижению производительности его труда на 9—18%.
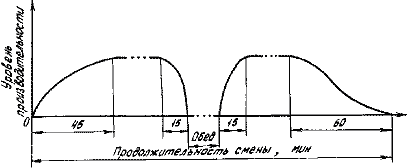
Рис. 9 - Изменение уровня производительности труда в течение смены
Забота о человеке должна лежать в основе разработки технологических процессов, конструкций оборудования и технологической оснастки, планировки оборудования, организации производства и рабочих мест, культурного и бытового обслуживания .
3. Проектно конструктивная часть
3.1 Схема базирования и расчет погрешности базирования детали
Требуемая точность обработки обеспечивается определенным положением детали относительно режущего инструмента. Положение детали при обработке, как и любого твердого тела в пространстве, характеризуются шестью степенями свободы, определяющими возможность перемещения и поворота детали относительно трех координатных осей. При базировании деталей число, характер и расположение базирующих поверхностей следует выбирать такими, чтобы можно было обеспечить надлежащую и достаточно точную установку их, возможность необходимого относительного движения деталей или их неподвижность относительного узла станка, на котором они устанавливаются непосредственно или закрепляются при помощи различных приспособлений.
Назначение баз при механической обработке деталей – сложное и ответственное дело. От правильного решения этого вопроса зависит успех и качество обработки.
Погрешность базирования есть отклонение фактически достигнутого положения заготовки при базировании от требуемого: определяется как предельное поле рассевания расстояний между технологический и измерительной базами в направлении выдерживаемого размера.
При базировании детали по наружной цилиндрической поверхности в призму с углом 2альфа при обработке плоской поверхности под углом B = 90гр. К оси симметрии призмы погрешность базирования детали будем определять по формуле //:
Еб = (0,5IТd) |sin альфа. Qгод = S1 ![]() m =4616
m =4616![]() 20000=92,320Мвт ч
20000=92,320Мвт ч
где: S1 –площадь, ограниченная кривой Qот =f(n) и осями координат
графика , мм2
S1 = ![]() мм2
мм2
3.2 Расчет потребных усилий зажима детали
Схема закрепления детали и зажимной механизм должны удовлетворять следующим требованиям:
- в процессе зажима не должно нарушаться положение детали, заданное при базировании.
- усилия зажима должны быть достаточными. Чтобы исключить возможность смещений и вибраций детали в процессе обработки