Курсовая работа: Ковка и штамповка изделий
Радиусы закруглений вершин наметок в окончательном ручье рекомендуется определять по формуле
r1 = r + 0.1 * h + 2; (7)
где r – внутренний радиус закруглений данной поковки, а h – глубина наметки.
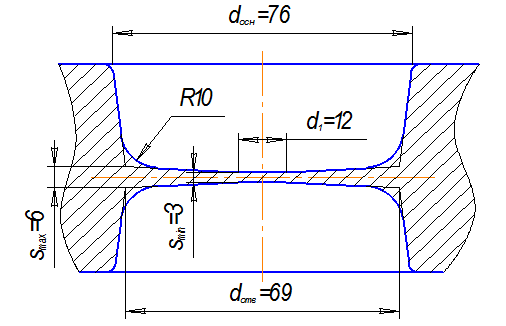
рис.1 - Перемычка
r1 = 6 + 0.1 * 27 + 2 = 10 мм;
Чертеж полученной поковки приведен в приложении Б.
2.6 ОПРЕДЕЛЕНИЕ МАССЫ ПОКОВКИ
Определение массы поковки производится путем, умножения объема поковки на плотность стали.
m = V*ρ. (8)
При определении объема заготовки используется программа Компас – 3D. Построение модели поковки ведется с учетом половины допуска на соответствующий размер, если размер внешний то к номинальному размеру прибавляется половина допуска, если внутренний то отнимается. Результаты расчета объема приведены ниже.
Информация
------------------------------------------------------------
Дата 23.03.2005
Документ
------------------------------------------------------------
МЦХ
Деталь
Площадь S = 53639.341157 мм2
Объем V = 407189 мм3
Материал Сталь 45 ГОСТ 1050-88
Плотность Ro = 0.007820 г/мм3
Масса M = 3184.22 г
3. Разработка технологического процесса
3.1 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ИСХОДНОЙ ЗАГОТОВКИ.
Объем исходной заготовки подсчитывается по формуле
Vзг = Vп + Vо + Vуг + Vпер , (9)
где Vп – объем поковки;
Vуг – потери на угар, при индукционном нагреве 0,7…0,8% Vп ;