Курсовая работа: Методи приєднання виводів
70
20
20
20
1.2 Конденсаторна зварка електроконтактів
Конденсаторна зварка (ЕКС) електроконтактів - це процес отримання нероз'ємного з'єднання нагрівом зварюваних кромок до пластичного стану і подальшим їх стискуванням (осіданням). Для нагріву зварюваних кромок через них пропускають електричний струм. При цьому кількість необхідної теплоти можна визначити по наступній формулі (закон Джоуля—ленца): а = 0,24I2 Кt (де I — зварювальний струм; К — опір ділянки ланцюгу в місці контакту; t — час дії струму). Окрім зварювального струму, який зазвичай складає декілька десятків тисяч ампер, і тривалість його проходження, основним параметром зварки електроконтакта є: зусилля стискування електродів, яке залежно від зварюваних матеріалів складає 1-20 кН. Монолітні електроди виготовляють з бронзи БрБ2, БрХБ або БрНБТ, підстава; комбінованих — з міді М1, М2 або МЗ, а робочу частку із сплаву ВМ. [7]
Найбільш поширена зварка електроконтакта нерухомими електродами, при якій деталі, що сполучаються, встановлюють в спеціальне гніздо нижнього електроду, а верхній електрод при опусканні центрує їх і стискує з питомим тиском 50—100 Н/мм2 . При роликовій зварці електроконтакта деталі, що сполучаються, переміщаються між двома вращающимися роликами.
ЕКС допускає з'єднання тонкостінкових (0,15 мм) балона і ніжки, що отримуються штампуванням. У круглому металлостеклянном корпусі міцність і герметичність виводів збільшені за рахунок заполнения склом порожнистої тонкостінної коваровой ніжки. Глибоко розташований зварний шов виключає можливість випліскування металу всередину корпусу. Матеріал ніжки - ковар, балона - ковар, нікель, сталь 10 (із захисним покриттям). [3]
Напівавтоматична установка конденсаторної зварки УКС-4100 дозволяє здійснювати герметизацію круглих корпусів в захисній атмосфері гелію (витрата 10 л/хв). Завантаження деталей виконують уручну, решта операцій - автоматично. Діапазон зусилля стискування електродів 50—350 кГ. Продуктивність установки 500 шт/ч [5].
1.3 Зварювання тиском з непрямим імпульсним нагрівом
Зварювання тиском з непрямим імпульсним нагрівом відрізняється від компресійної зварки тим, що розігрівання робочої зони здійснюється тільки в момент зварки імпульсом струму, що проходить безпосередньо через інструмент. Завдяки цьому є можливість отримати вищий локальний нагрів проводника і, отже, зварювати малопластичні матеріали. Зварювання тиском з непрямим імпульсним нагрівом володіє більш широкими технологічними можливостями і дозволяє отримувати якісні соединения золотих, алюмінієвих і мідних провідників (діаметром до 100 мкм) з плівками багатьох матеріалів.

Рис. 1.5. Схема зварки тиском з непрямим імпульсним нагрівом V-подібним інструментом: 1 - робочий столик; 2 - підкладка або напівпровідниковий кристал; 3 - провідник; 4 - V-подібний інструмент (пуансон); 5 - зварювальна голівка для створення тиску; 6 - джерело живлення; 7 - реле часу [6].
Для виконання зварювання тиском з непрямим імпульсним нагрівом (ЗНІН) інструмент повинен мати V-образну форму; причому максимальна температура має бути на робочому торці. Для нагріву інструменту може бути використаний імпульс постійного або змінного струму. Для пом'якшення термоудара на плівковий контактний майданчик доцільний сопутствующий підігрівши вироби (тобто робочого столу).
На відміну від термокомпресії процес взаємної дифузії при ЗНІН грає істотнішу роль в утворенні з'єднання. При виконанні ЗНІН на початку прикладається тиск. Потім через інструмент подається імпульс струму длительностью від 0,01 до декількох секунд. Під дією температури торця інструменту відбувається локальне розігрівання дроту, зменшення межі пластичності, осідання дроту і з'єднання. При з'єднанні, наприклад, алюмінієвого дроту з алюмінієвою, золотою і мідною плівкою температура в зоні зварки повинна складати відповідно 400, 490 і 560°С.
1.4. Контактне зварювання
Контактне зварювання розщепленим електродом нагадує термокомпресійне зварювання. Різниця полягає в тому, що нагрів проводиться пропусканням електричного струму через зону зварки між ізольованими один від одного половинами електроду (рис. 1.6).
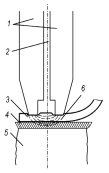
Рис. 1.6. Контактна зварка методом розщепленої голки: 1 – обидві половини розщепленого електроду; 2 – ізоляція або повітряний зазор; 3 – зволікання; 4 – плівка; 5 – підкладка; 6 – лінії струму [3].
Якість з'єднання залежить від початкового контактного електропору і опору зварюваних деталей. Контактний опір залежить від майдану контакту і питомого опору поверхні розділу. У свою чергу, ці останні чинники залежать від тиску, шорсткості, оксидів і чистоти поверхні. У зв'язку з цим режим повинен кожного разу ретельно підбиратися для конкретних умов.
Енергія для нагріву подається у вигляді імпульсів тривалістю 0,01 сік від конденсатора через імпульсний трансформатор. Тривалість імпульсу визначає попереднє прогрівання місця зварки, тривалість самої зварки і послесварочный цикл нагріву для відпалу [3].
1.5 Ультразвукове зварювання
Ультразвукова зварка здійснюється при підведенні до зварюваних деталей енергії механічних коливань ультразвукової частоти з одночасним додатком навантаження (рис. 1.7).
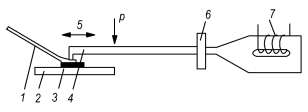
Рис. 1.7. Схема пристрою для ультразвукової зварки: 1 – зволікання виводу; 2 – підкладка; 3 – контактний майданчик; 4 – голка; 5 – напрям вібрацій; 6 – підшипник ковзання; 7 – магнитостриктор [3].
Суть методу ультразвукової зварки полягає у виникненні тертя на поверхні розділу між тілами, що сполучаються. Передача енергії від магнітострикційного перетворювача здійснюється за допомогою зварювальної голки, яка притискує провідник до контактного майданчика.
Ультразвукову зварку можна порівняти з явищем захоплення і заїдання між двома притиснутими один до одного незмащеними поверхнями. Магнітострикційний перетворювач передає вібрацію на голку так, щоб вона вібрувала паралельно поверхні.
Ультразвукова зварка застосовується в тих випадках, коли небажане плавлення часток, що сполучаються, а також при зварці металів, що істотно відрізняються електро і теплопровідністю, при зварці металів з керамікою і стеклам. [5]
Для виконання монтажних з'єднань в мікросхемах застосовують ультразвукові генератори потужністю близько 100 вт на частоту 20 кГц з амплітудою коливання інструменту 10 мкм. Амплітуда коливань має бути направлена уздовж осі зварюваного дроту для зниження ефекту прослизання.
УЗ зварка застосовна і для виконання з'єднань із стеклометаллическими емалевими плівками.
Результатом дії ультразвукових коливань є три процеси: зростання майдану контакту, руйнування окисних плівок і нагрів металу в зоні зварки, сприяють зварюванню. Розгледимо ці процеси докладніше.
З додатком тангенціального навантаження зачинається збільшення майдану контакту. У перетинах, паралельних плоскості контакту, з'являється напруга зрушення. В результаті кожен контактуючий елемент (мікровиступ поверхні) знаходиться в складному напруженому стані під дією нормального і тангенціального навантажень. Майдан контакту, коли прикладено ультразвукове тангенціальне навантаження, зростає у декілька разів. Знакозмінна деформація, що викликається механічними коливаннями, приводить до появи великого числа плям торкання і до розростання їх у вузли схоплювання. [2]
Механічні коливання ультразвукової частоти викликають тертя на поверхнях металів, що приводить до руйнування окисних плівок. Шматочки плівок виштовхуються в зазори між мікровиступами.