Курсовая работа: Методы получения тонких пленок
Рис. 4 Схема установки для магнетронного распыления
Цифрами обозначены: 1 – мишень, одновременно являющаяся катодом распылительной системы; 2 – постоянный магнит, создающий магнитное поле, силовые линии которого параллельны поверхности мишени; 3 – кольцевой анод. Выше анода располагается подложка (на рисунке не показана), на которой формируется пленка из материала мишени.
Отличительной особенностью магнетронного распылителя является наличие двух скрещенных полей – электрического и магнитного.
Если из мишени-катода будет испускаться электрон (за счет вторичной электронной эмиссии), то траектория его движения будет определяться действием на него этих полей. Под воздействием электрического поля электрон начнет двигаться к аноду. Действие магнитного поля на движущийся заряд приведет к возникновению силы Лоренца, направленной перпендикулярно скорости. Суммарное действие этих сил приведет к тому, что в результате электрон будет двигаться параллельно поверхности мишени по сложной замкнутой траектории, близкой к циклоиде.
Важным здесь является то, что траектория движения замкнутая. Электрон будут двигаться по ней до тех пор, пока не произойдет несколько столкновений его с атомами рабочего газа, в результате которых произойдет их ионизация, а сам электрон, потеряв скорость, переместиться за счет диффузии к аноду. Таким образом, замкнутый характер траектории движения электрона резко увеличивает вероятность его столкновения с атомами рабочего газа. Это означает, что газоразрядная плазма может образовываться при значительно более низких давлениях, чем в методе катодного распыления. Значит и пленки, полученные методом магнетронного распыления, будут более чистыми. Другое важное преимущество магнетронных систем обусловлено тем, что ионизация газа происходит непосредственно вблизи поверхности мишени. Газоразрядная плазма локализована вблизи мишени, а не "размазана" в межэлектродном пространстве, как в методе катодного распыления. В результате резко возрастает интенсивность бомбардировки мишени ионами рабочего газа, тем самым увеличивается скорость распыления мишени и, как следствие, скорость роста пленки на подложке (скорость достигает несколько десятков нм/с). Наличие магнитного поля не дает электронам, обладающим высокой скоростью, долететь до подложки, не столкнувшись с атомами рабочего газа. Поэтому подложка не нагревается вследствие бомбардировки ее вторичными электронами. Основным источником нагрева подложки является энергия, выделяемая при торможении и конденсации осаждаемых атомов вещества мишени, в результате чего температура подложки не превышает 100 - 200 °С. Это дает возможность напылять пленки на подложки из материалов с малой термостойкостью (пластики, полимеры, оргстекло и так далее).
1.3 Ионно-лучевые методы получения тонких пленок
Тонкие пленки различных материалов можно наносить на подложку, распыляя материал мишени пучком ионов инертных газов. Основные достоинства этого метода нанесения пленок по сравнению с методом ионно-плазменного распыления состоят в следующем:
- возможность нанесения пленок материалов сложного состава с сохранением компонентного состава мишени;
- малое рабочее давление в технологической камере, ограниченное лишь быстротой откачки вакуумной системы, а не условиями поддержания разряда;
- отсутствие электрических полей в области подложки, что особенно важно при нанесении диэлектрических пленок на подложки из проводящих материалов;
- возможность управления зарядами в осаждаемой диэлектрической пленке с помощью электронов, эмиттируемых катодом нейтрализации.
Ионно-лучевой метод наиболее эффективен для нанесения пленок многокомпонентных материалов, различных диэлектриков, магнитных материалов.
Установка ионно-лучевого распыления представлена на рис.5.
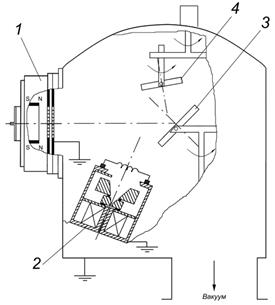
Рис. 5 Схема установки ионно-лучевого распыления
Установка содержит источник ионов на основе двухкаскадного самостоятельного разряда с холодным полым катодом 1 и модифицированный вариант источника ионов Кауфмана с открытым торцом 2. Источник ионов 1 служит для распыления пучком ионов аргона с энергией 0,8 кэВ и плотностью тока 0,3 мА/см2 мишени 3 чистотой не хуже 99,8%. По направлению потока распыляемого материала установлены подложки, закрепленные на четырех позициях вращающегося держателя 4. Поток ионов аргона со средней энергий 80 эВ и плотностью тока 0,45 мА/см2 из источника ионов 2 служит для очистки и активации поверхности рабочей подложки в течение 2 минут перед нанесением пленки. Источник ионов 2 во время нанесения пленки отключается, подача аргона через него прекращается, а термокатод используется для нагрева поверхности рабочей подложки.
1.4 Молекулярно-лучевая эпитаксия
В настоящее время существуют два основных технологических метода эпитаксии, позволяющие формировать многослойные структуры со сверхтонкими слоями. Это молекулярно-лучевая (МЛЭ) и газо-фазная эпитаксия, в том числе с использованием металлоорганических соединений (МОС) и гидридов (ГФЭ МОС).
Молекулярно-лучевая эпитаксия проводится в вакууме и основана на взаимодействии нескольких молекулярных пучков с нагретой монокристаллической подложкой.
Основными преимуществами метода являются: низкая температура процесса и высокая точность управления уровнем легирования. Снижение температуры процесса уменьшает диффузию примеси из подложки и автолегирование. Это позволяет получать качественные тонкие слои. Легирование при использовании данного метода является безинерционным (в отличие эпитаксии из газовой фазы), что позволяет получать сложные профили легирования.
МЛЭ заключается в осаждении испаренных элементарных компонентов на подогретую монокристаллическую подложку. Этот процесс иллюстрируется с помощью рис. 6, на котором приведены основные элементы для получения соединения (GaAs).
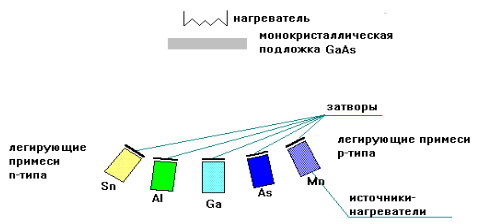
Рис. 6 Схема установки молекулярно-лучевой эпитаксии
Каждый нагреватель содержит тигель, являющийся источником одного из составных элементов пленки. Температура нагревателей подбирается таким образом, чтобы давление паров испаряемых материалов было достаточным для формирования соответствующих молекулярных пучков. Испаряемое вещество с относительно высокой скоростью переносится на подложку в условиях вакуума. Нагреватели располагаются так, чтобы максимумы распределений интенсивности пучков пересекались на подложке.
Подбором температуры нагревателей и подложки получают пленки со сложным химическим составом. Дополнительное управление процессом наращивания осуществляется с помощью заслонок, расположенных между нагревателем и подложкой. Использование этих заслонок позволяет резко прерывать или возобновлять попадание любого из молекулярных пучков на подложку.
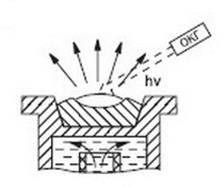
1.5 Лазерное распыление
Лазерное напыление – уникальный технологический процесс, позволяющий наносить на поверхность деталей обладающие специальными свойствами материалы (металлы, карбиды и т.п.), добиваясь, таким образом, восстановления геометрии, повышения поверхностной прочности, коррозионной устойчивости, снижения трения и прочих эффектов. В отличие от технологии, использующей тепло электрической дуги или сгорания смеси горючего и кислорода, лазерное напыление обеспечивает меньшее термическое воздействие и смешивание материала подложки с напыляемым материалом, при более прочном их скреплении.
Схема установки лазерным испарением представлена на рис. 7.