Курсовая работа: Метрология стандартизация и сертификация 2 Перспективы развития
![]()
Проверка
Правильность выбора посадки с натягом проверим на неразрушаемость деталей при сборке.[4] Наибольшее удельное давление, возникающее в поверхности сопряжения, при наибольшем натяге выбранной стандартной посадки определим по формуле
 , (5.17)
, (5.17)
где К – коэффициент величины смятия шероховатости при запрессовке
К=0,6

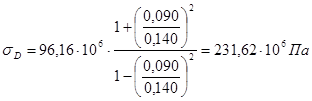
Наибольшее значение напряжений в поверхности отверстия и вала после сборки деталей определяем по формулам
 ; (5.18)
; (5.18)
 ; (5.19)
; (5.19)
При сборке детали не разрушаются, если соблюдаются условия
![]() (5.20)
(5.20)
Усилие запрессовки деталей определим по формуле
![]() , (5.21)
, (5.21)
где ![]() – коэффициент трения при повторной запрессовке.
– коэффициент трения при повторной запрессовке.
![]()
![]()
Выбор средств измерения представлен в таблице 5.1.
Таблица 5.1 – Выбор средств измерения
| Размер, мм | Допуск размера, мкм | Допускаемая погрешность измерения, мкм | Средство измерения (СИ) | Предельная допускаемая погрешность СИ, мкм |
| 90Н9(+0,087) | 87 | 20 | Нутрометр НИ 50-100-1 ГОСТ868-82 | |
| 54 | 12 | Скоба СИ-50-100 ГОСТ11098-75 |

Рисунок 5.2 – Схемы полей допусков с натягом:
а) рассчитанной; б) выбранной стандартной
6 Шпоночные соединения
Размеры выбранной шпонки представлены в таблице 6.1.[7]
Таблица 6.1 – Размеры шпонки
| Деталь | Элемент | Условное обозначение | Номиналь-ный размер, мм | Допуск | Отклонения, мм | Примечания |
Шпонка призмати-ческая | Ширина | b | 36,0 | 36h9 | 0 -0,062 | Основной вал |
| Высота | h | 20,0 | 20h11 | 0 -0,130 | ||
| Длина | l | 100,0 | 100h14 | 0 -0,87 | ||
| Вал | Ширина паза | b | 36,0 | 36h9 | 0 -0,062 | Посадочный размер |
| Глубина паза | 12,0 | +0,200 0 | ||||
| Длина паза | L | 100,0 | 100H15 | +1,4 0 | ||
| Втулка | Ширина паза | b | 36,0 | 36P9 | -0,026 -0,088 | Посадочный размер |
| Глубина паза | 8,4 | +0,200 0 |
Схема полей допусков посадок шпонки в пазы вала и втулки представлены на рисунке 6.1.