Курсовая работа: Обработка деталей на токарных станках
Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи по направлению к центру (рис.9, г ) или от центра (рис.9, д ) заготовки. Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой или литьем. Применяют два типа расточных резцов: проходные - для сквозного растачивания (рис.9, е), упорные — для глухого (рис.9, ж ).
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и протачивания канавок. Они работают с поперечным движением подачи (рис.9, з).
Фасонные резцы применяют для обработки коротких фа сонных поверхностей с длиной образующей линии до 30-40 мм. Форма режущей кромки фасонного резца соответствует профилю детали. По конструкции такие резцы подразделяют на стержне вые, круглые, призматические, а по направлению движения подачи — на радиальные и тангенциальные. На токарновинторезных станках фасонные поверхности обрабатывают, как правило, стержневыми резцами, которые закрепляют в резцедержателе станка (рис.9, и). Резьбовые резцы (рис.9, к) служат для формирования наружных внутренних резьб любого профиля: прямоугольного, треугольного, трапецеидального. Форма их режущих лезвий соответствует профилю и размерам поперечного сечения нарезаемых резьб.
По конструкции различают резцы цельные, изготовленные из одной заготовки; составные (с неразъемным соединением его частей); с припаянными пластинами; с механическим креплением пластин (рис.10).
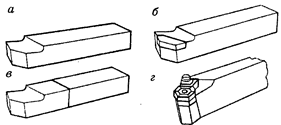
Рисунок 10. Типы токарных резцов по конструкции: цельные (а, б) составные с припаянными (в) или с механическим креплением (г) пластинами.
Сверла. Свёрла предназначены для сверления и рассверливания орверстий диаметром до 80 мм. Различают следующие типы сверл (рис. 1 приложения): цилиндрические с винтовой канавкой и коническим хвостовиком (стандартные и удлиненные); сверла для рассверливания чугуна с пластинкой из твердого сплава; перовые для глубоких отверстий; полые для кольцевого сверления отверстий диаметром более 60 мм.
Зенкеры. Зенкеры предназначены для окончательной обработки просверленных отверстий по 11, 12-13 квалитетам или для обработки гнезд с плоским дном под головки винтов и болтов.
Зенкеры бывают следующих типов (рис. 2 приложения): 1) со спиральным зубом, коническим и цилиндрическим хвостовиком (быстрорежущие или с пластинками твердого сплава); 2) со спиральным зубом (насадные и цельные); 3)насадные, со вставными ножами, быстрорежущие; 4) насадные, оснащенные твердым сплавом; 5) для цилиндрических углублений (цельные и съемные); 6) для зачистки торцовых поверхностей (пластинчатые или со вставными ножами); 7) зенковки обратные со штифтовым замком, оснащенные пластинками твердого сплава; 8) специальные для борштанг.
Развертки. Развертки предназначены для чистовой обработки отверстий с целью получения правильной формы и точных размеров по 6-7 и 8-9 квалитетам и шероховатости поверхности по 7-8 классам.
Типы разверток следующие (рис. 3 приложения): 1)цельные с цилиндрическим или коничским хвостовиком; 2) насадные для сквозных и глухих отверстий; 3) конические; 4) специальные для оправок и борштанг.
Метчики. На токарных станках нарезание резьбы в отверстиях производятся машинными метчиками или резьбовыми резцами. Машинные метчики (рис. 15) используют для нарезания метрической резьбы от М6 до М52 мм, дюймовой резьбы от ¼ до 2'' , трубной резьбы от 1/8 до 2'' и конической резьбы от 1/16 до 2''.
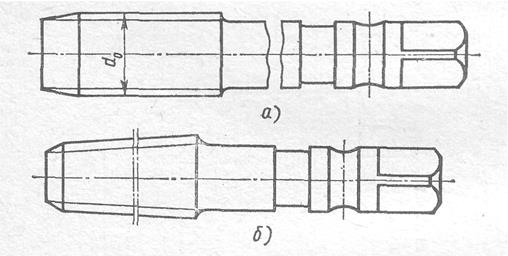
Рисунок 15. Метчики: а — для цилиндрических резьб, б — для конических резьб
Резьбы большого диаметра нарезают сборными регилируемыми метчиками, размеры и конструкция которых не стандартизированы.
Технологическая оснастка
Универсальность металлорежущего станка расширяется применением принадлежностей и приспособлений. На токарном станке основными из них являются: патроны, центры (рис.16), люнеты. Применяются и вспомогательные приспособления: сверлильный патрон, переходные втулки, хомутики.
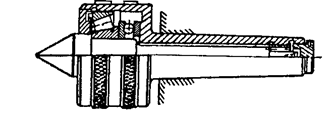
Рисунок 16. Вращающийся центр
Из патронов наибольшее распространение получил самоцентрирующийся трех кулачковый патрон (рис.17). Его конструкция обеспечивает одновременное перемещение трех кулачков в радиальном направлении, благодаря чему заготовка устанавливается по оси шпинделя.
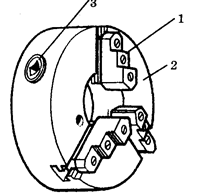
Рисунок 17. Самоцентрирующийся трех кулачковый патрон
При несимметричном сечении заготовок, когда правильное ее закрепление в трех кулачковом патроне невозможно, применяют четырех кулачковый патрон с раздельным зажимом кулачков или планшайбу (рис.18).
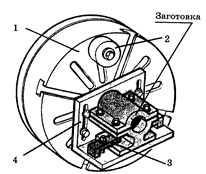
Рисунок 18. Планшайба
При обработке в центрах, для придания вращения заготовке, применяют поводковые патроны (рис.19). При наружной обработке длинномерных заготовок малого диаметра с целью предотвращения прогиба используют неподвижный (рис.20, а) или подвижный (рис.20, б) люнеты.
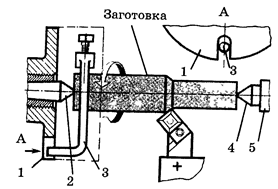
Рисунок 19. Обработка в центрах: 1 — поводковый патрон, 2 — передний центр, 3 — хомутик, 4 — задний патрон, 5 — пиноль задней бабки
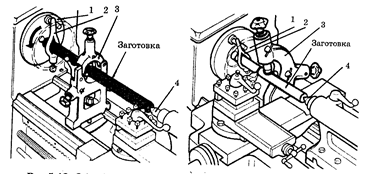
Рисунок 20. Обработка длиномерных заготовок с использованием неподвижного (а) и подвижного (б) люнетов