Курсовая работа: Обработка деталей на токарных станках
Широким резцом (рис.21, а) обтачивают обычно короткие конические поверхности с длиной в 25- 30 мм.
При обработке конических поверхностей поворотом верхнего суппорта (рис.21, б) его устанавливают под углом, равным половине угла при вершине обрабатываемого конуса. Обработка ведется при ручной подаче. Угол поворота определяется по формуле:
![]()
Смещением корпуса задней бабки в поперечном направлении (рис.21, в) обтачивает длинные конические поверхности с небольшим углом конуса при вершине (до 12°). При этом смещение заднего центра в поперечном направлении определяется из выражения:
![]()
Способ обработки конических поверхностей с помощью конусной линейки (рис.21, г), прикрепляемой к станине станка, позволяет получать коническую поверхность с углом при вершине до 40°. Обработка ведется с включением механической подачи.
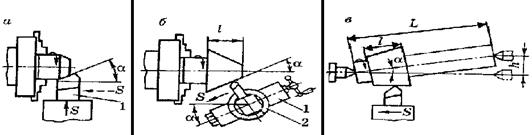
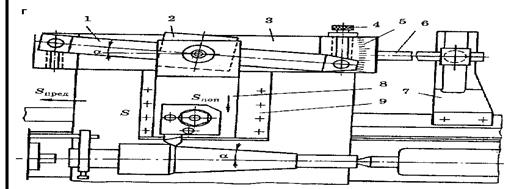
Рисунок 21. Способы обтачивания конусов: а - широким резцом, б- поворотом верхнего суппорта, в -смещением корпуса задней бабки; г - с помощью конусной линейки, 1- поворотная линейка, 2 - ползушка, 3 - неподвижная линейка, 4 - винт, 5 - шкала, 6- тяга, 7 - кронштейн, 8 -салазки, 9 –корпус; где D u d - диаметры обрабатываемых конических поверхностей, мм; L - высота конуса, мм.
В зависимости от формы и размеров заготовок применяют различные способы их закрепления. При отношении длины заготовки к диаметру L/D < 4 заготовку закрепляют в патроне. При 4<L/D<10 заготовку устанавливают в центрах, а при L/D>10 используют люнеты.
Распространенным способом является обработка в центрах (рис. 22), так как она позволяет переставлять деталь со станка на станок без последующей выверки. При этом в торцах обрабатываемой детали предварительно засверливают центровые отверстия. Форма и размеры центровых отверстий (рис.22) стандартизованы. При установке на станке в эти отверстия входят острия центров передней и задней бабок станка. Для передачи вращения от шпинделя передней бабки к обрабатываемой детали применяют поводковый патрон 1 (рис.22), устанавливаемый на шпинделе, и хомутик 2, закрепленный на заготовке.
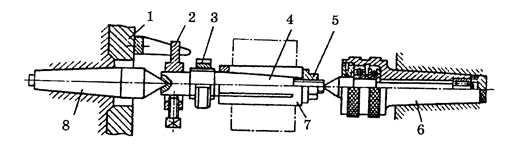
Рисунок 22. Обработка в центрах: 1 -поводковый патрон, 2 — хомутик, 3 - гайка, 4 -стержень, 5 -гайка, 6 - вращающийся центр, 7 - втулка, 8 - передний центр
Центры устанавливаются в шпинделе станка и пиноли задней бабки. Центр, установленный в шпинделе, вращается вместе с заготовкой. Простой центр (рис.23, а), установленный в пиноли задней бабки, не вращается, поэтому изнашивается сам и изнашивает центровое отверстие заготовки. Для предотвращения износа применяют вращающийся центр Иногда используют: срезанный центр при подрезке торца; обратный центр (рис.23, б) при обтачивании заготовок небольшого диаметра (до 5 мм).
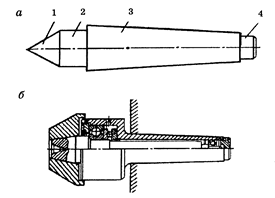
Рисунок 23. Токарные центры: а — простой центр (1 — конус, 2 — шейка, 3 — конус, 4 — хвостовик); б — обратный центр
Автоматизация и механизация токарной обработки
Чтобы повысить производительность и качество токарной обработки, рациональнее использовать рабочее время токаря и повысить эффективность его труда, проводят постоянную работу по автоматизации и механизации токарных станков. Автоматизация – это процесс создания приборов, устройств и механизмов, которым частично или полностью передаются функции управления станком и контроля качества обработки деталей. Механизация – это оснащение станка устройствами, которые облегчают труд токаря и освобождают его от выполнения физически тяжелых, трудоемких и утомительных работ.
К средствам механизации относят транспортные средства, зажимные устройства (самозажимные поводковые патроны, патроны с пневмо - или гидрозажимом, заднюю бабку с гидро - или пневмоприводом пиноли), механизированный привод подач резцовых салазок, задней бабки, а также гидросуппорт, который позволяет обрабатывать заготовки по копиру, закрепляемые в центрах и в патроне, по наружным и внутренним поверхностям.
К средствам автоматизации можно отнести устройства управления (датчики, кулачки, ограничители, конечные выключатели, упоры) и измерения, загрузочные устройства, устройства уборки стружки, действие которых скоординировано с работой станка и требует вмешательства рабочего только при наладке станка или при подналадке в процессе работы.
В условиях серийного производства деталей эффективно использование автоматов и полуавтоматов, обрабатывающих детали типа втулок, колец, валов, включая контроль их размеров, автоматически, без участия рабочего, который следит за исправной работой автомата, периодически загружает его заготовками и контролирует качество обработки. Обработка деталей на полуавтомате производится с участием рабочего, который производит смену заготовки, пуск станка, измерение обработанной детали и др.
Автоматы и полуавтоматы, связанные между собой транспортными и загрузочными устройствами, образуют автоматизированные участки (если имеется возможность переналадки на обработку другой детали) или автоматическую линию (если такая возможность практически отсутствует).
Станки с числовым программным управлением (ЧПУ) по сравнению с обычными имеют следующие преимущества: повышение производительности и сокращение времени переналадки станка с одной детали на другую; сокращение сроков подготовки производства и др.
Огромное число морально устаревших станков может быть рационально использовано путем модернизации силами предприятия. Модернизация оборудования не является временным мероприятием. В связи с тем, что моральное старение станочного оборудования происходит значительно быстрее его физического износа, промышленные предприятия вынуждены постоянно заниматься вопросами модернизации станков.
Заключение
Из всего вышесказанного в данной работе можно заключить, что токарная обработка является одним из самых универсальных видов обработки. Этим методом можно получать детали любой формы при любых требованиях к чистоте и точности обрабатываемых поверхностей. Однако универсальность токарной обработки (универсальные методы, универсальное оборудование) способствует увеличению стоимости изготовления, т.к. многие операции требуют ручного труда высокой квалификации.
На токарных станках производится обработка наружных и внутренних цилиндрических, конических, фасонных поверхностей, торцевых плоскостей; нарезка резьбы внутренней и наружной резцами, метчиками и плашками; обрабатываются отверстия сверлами, зенкерами, развертками; накатывается рельеф и мелкомодульные зубчатые колеса и другое.
При токарной обработке применяются различные приспособления, повышающие производительность и сокращают трудоемкость рабочих.
Для повышения производительности и качества токарной обработки, рационального использования рабочего времени токаря и повышения эффективности его труда, проводят постоянную работу по автоматизации и механизации токарных станков.
Универсальность токарного станка играет большую роль в производстве деталей, однако требует больших затрат высококвалифицированного труда рабочих. Но в условиях серийного производства рациональнее использовать автоматические и полуавтоматические станки, работающих без участия человека или с малозначительной ролью такового в процессе обработки.
Станки с числовым программным управлением (ЧПУ) имеют ряд преимуществ по сравнению с обычными, а именно они в значительной мере повышают производительность и сокращают время переналадки станка с одной детали на другую; сокращают сроки подготовки производства и повышают точность и качество обработки.
Список использованной литературы
1. Лахтин Ю.М., Леонтьева В.П. Материаловедение: Учебник для машиностр. вузов – 2-е изд., перераб. и доп. – М: Машиностроение. 1980.-493 с., ил.