Курсовая работа: Организация льноткацкого производства
д) Привязывание
![]()
Мощность производства по количеству оборудования
Таблица 16
| Марка оборудования | Сопряженное количество единиц заправленного оборудования при 100 ткацких станках | Габаритные размеры одной машины | Габаритная площадь одной машины, м2 | Габаритная площадь всех заправленных машин и станков | Расчетное и принятое к установке количество единиц технологического оборудования |
| М-2 | 1,126 | 11,7*1,3 11,647*1,23 1,62*2,84 21,905*3,36 1,6*3,02 2,5*0,5 1,795*3,6 | 15,21 | 710,27 | 8+1 |
| МЛМ-2 | 0,840 | 14,33 | 6 | ||
| СП-180 | 0,370 | 4,6 | 3 | ||
| ШБ11/180 | 0,450 | 73,6 | 3 | ||
| ПСМ-230 | 0,046 | 4,83 | 2 | ||
| УП2-5 | 0,050 | 1,25 | 2 | ||
| СТБ2-175 | 100 | 6,46 | 628 |
Раздел 6. Технико-экономические нормативы организации производства
6.1. Трудоемкость изготовления суровой ткани
Трудоемкость продукции по охвату затрат труда основных рабочих:
где Но j - норма обслуживания для одного работника на j-м переходе ткацкого производства;
а) Перематывание
Основа:
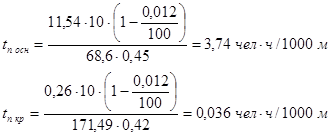
Уток:
б) Снование

в) Шлихтование

г) Пробирание

д) Привязывание

е) Ткачество
![]()
Общая трудоемкость:

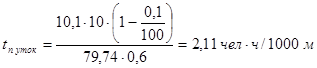
6.2. Машиноемкость изготовления суровой ткани

а) Перематывание
б) Снование
![]()
в) Шлихтование