Курсовая работа: Проектирование гальванического участка
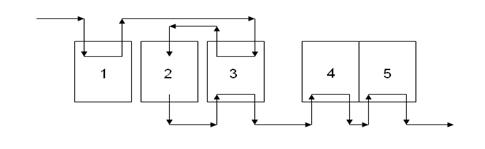
Рисунок 2.1– Схема маршрута движения подвесок с деталями
1 – ванна промывки;
2 – ванна покрытия;
3 – ванна-сборник (уловитель);
4,5 – ванна каскадной промывки.
3. Оборудование участка
3.1 Обоснование выбора и описание оборудования
Выбор оборудования производится в соответствии с принятым технологическим процессом, габаритами покрываемых деталей и годовой программой участка.
На проектируемом участке покрытия сплавом олово-висмут в качестве основного оборудования предлагается механизированная линия, которая позволяет повысить производительность труда и улучшить культуру производства.
Механизированная линия представляет собой два параллельных ряда ванн, установленных в технологической последовательности торцевой стороной к фронту обслуживания. Такое расположение ванн позволяет сэкономить производственные площади. Обслуживание ванн – перемещение подвесок с деталями по механизированной линии, загрузка и выгрузка их из ванн осуществляется с помощью электротельфера. Электротельфер – грузоподъемный механизм, который перемещается по направляющим, закрепленным над ваннами под перекрытием здания. Он представляет собой тележку, на которой смонтированы реверсивный редуктор и трос для закрепления подвески. Подъем (опускание) подвески с деталями из ванны производится путем наматывания (разматывания) троса с помощью лебедки. Управление электротельфером производится с помощью подвижного пульта.
Ванны представляют собой прямоугольные ёмкости, изготовленные из листов малоуглеродистой конструкционной стали обыкновенного качества толщиной 3-5мм. Изготавливаются газовой или электросваркой.
Борта ванн изготавливаются из углового железа с шириной уголка 50мм. На бортах ванн, на подставках из электроизоляционного материала (эбонит, фарфор) – штангодержателях – устанавливают медные токоведущие штанги круглого сечения.
На дне корпуса ванны имеется сливной штуцер для полного слива отработанного раствора, соединенный полиэтиленовыми или винипластовыми трубами со станцией нейтрализации сточных вод. Дно ванны имеет уклон в сторону штуцера. Ванны с нагревом имеют теплоизоляцию стенок, выполненную из шлаковаты толщенной 50мм. Обогрев ванн осуществляется пропусканием пара в змеевике изготовленного из стали. Змеевик располагается вдоль вертикальной стенки, благодаря этому легко вынимать для очистки накипи. Ванны химических процессов устанавливаются на швеллерах, а ванны электрохимических процессов на швеллерах с резиновыми прокладками, т.к. они работают под током. В верхней части ванны на её бортах устанавливаются опоры-ловители и штангодержатели, на которых будут располагаться штанги. Опоры-ловители служат для подвода тока к катодным штангам и изготавливаются из фосфористой бронзы. Они изолируются от корпуса при помощи прокладок из резины. Штангодержатели для анодных штанг изготавливаются из эбонита. Вентиляция ванн, являющихся источниками вредных выделений и всех ванн, работающих с подогревом, в том числе и ванн горячей промывки, осуществляется односторонними или двухсторонними бортотсосами.
3.1.1 Устройство ванны никелирования сходно с устройством работы с кислыми электролитами, однако, имеет ряд особенностей: в ней находится устройство для качания катодных штанг, имеет змеевик и теплоизоляцию, ванна футеруется полихлорвиниловым пластикатом, вентиляция осуществляется бортовыми отсосами.
3.1.2 Ванна для покрытия сплавом олово-висмут устроена аналогично ванне никелирования, но не оборудована устройством для качания штанг, змеевиком и теплоизоляцией.
3.2 Расчет оборудования и подбор стандартного оборудования.
3.2.1 Расчет годовой производственной программы участка с учетом процента брака деталей, допускающего переделку, производится по формуле
![]() , (3.1)
, (3.1)
где P зад – заданная программа участка, м2 шт,т;
a – принятый процент брака деталей, допускающего переделку. В данном проекте принимается a = 2% .
Результаты расчётов годовой производственной программы участка представлены в таблице 3.1
Таблица 3.1 Сводная программа участка покрытия
| Характеристика покрытия и тип оборудования | Годовая программа (с учетом % брака) | ||
| по количеству деталей, шт. | по массе, т | по площади покрытия, | |
|
Н30-Ви(99,8)б 6, механизированная линия | 17485716 | 244,8 | 18360 |
3.2.2 Для расчета оборудования составляется загрузочная ведомость для покрытия деталей на подвесках, таблица 3.2
Таблица 3.2 Загрузочная ведомость
|
Наиме К-во Просмотров: 636
Бесплатно скачать Курсовая работа: Проектирование гальванического участка
|