Курсовая работа: Проектирование модуля главного движения станка сверлильно-фрезерно-расточной группы
6Н81
6М12П
После большинства станочных операций проводятся слесарные операции (напильник, верстак), и, в некоторых случаях промывочные, а также контрольные. Предполагается все операции, кроме токарных выполнить на проектируемом станке.
1.4 Определение методов формообразования поверхностей
Методы формообразования поверхностей рассмотрим на примере детали-представителя.
Предполагается все операции, кроме токарных выполнить на проектируемом станке.
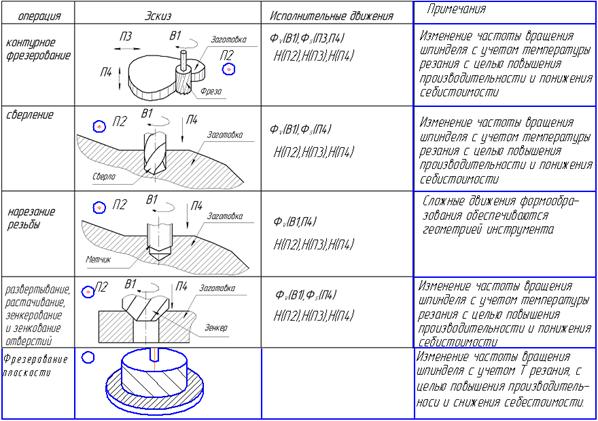
Наименования переходов, состав исполнительных движений, а также методы и схемы обработки поверхностей приведены в таблице 2.
Таблица 2
Основные схемы обработки и методы формообразования
2 Определение функциональных подсистем проектируемого
модуля и разработка его структуры
Станок должен обеспечивать более широкий диапазон частот с постоянной мощностью (постоянным моментом). В целом должен обеспечивать возможность работы на экономических скоростях резания для различных типов деталей, возможность быстрой переналадки в условиях гибкого производства.
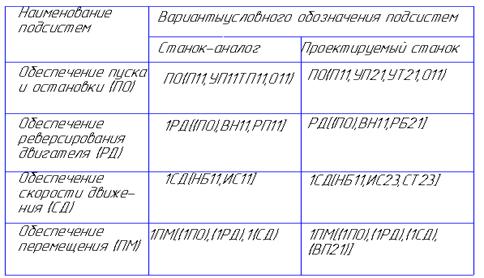
Таблица 3
Подсистемы обеспечения параметров исполнительных движений и их особенностей
Наименование подсистем2 уровня | Подсистемы 3 уровня | |
| наименование | обозначение | |
| Обеспечения пуска и остановки (ПО) | пуск | П |
| бесступенчатое ускорение | УБ | |
| бесступенчатое торможение | ТБ | |
| остановка | О | |
Обеспечения скоростидвижения (СД) |
настройка скорости бесступенчатая | НБ |
|
изменение скорости в процессе обработки | ИС | |
| стабилизация скорости | СТ | |
Реверсированиядвижения (РД) | ПО | |
| выбор направления | ВН | |
|
соответствия режимов с бесступенчатым изменением | РБ | |
Обеспеченияперемещения (ПМ) | ПО | |
| РД | ||
| СД | ||
| величины перемещения | ВП | |
Проектируемый мехатронный станок должен обеспечивать высокую точность переходов. Поэтому предлагается применить датчик температуры, чтобы контролировать изменение скорости резания в зависимости от изменения температуры резания. Для реализации работы подсистем НБ11 и СТ23 в целях повышения жесткости механической характеристики двигателя и точности регулирования применяется датчик скорости.
Интеллектуальная система с программно-адаптивным управлением ИС23. Разрабатываемый мехатронный станок будет иметь бесступенчатое регулирование ускорения (и торможения). Станок должен обеспечивать требуемые показатели качества, производительность обработки и требуемые параметры исполнительных движений. Для согласования скоростей и перемещений применим систему согласования параметров, определяющих скорость и величину перемещения (система СК 14). Для большей продолжительности работы резцов и предупреждения их преждевременного износа, а также для максимально возможной экономии энергии (продолжительность работы в станкочасах) станок должен обеспечивать во всех операциях работу на экономических скоростях резания.
Таблица 4.
Сравнительная характеристика функциональных подсистем для проектируемого мехатронного станка и для станка – аналога