Курсовая работа: Проектирование приспособления для сверления отверстий в детали с конструкторским кодом 406542

Рисунок 2 – Схема для расчёта точности кондуктора
Допуски на диаметры отверстий кондукторных втулок для прохода сверла по посадке f7 системы вала. В нашем случае допуск на отверстие втулок для сверла Д6f7(![]() ).
).
Определим допустимую погрешность изготовления кондуктора обеспечивающую получение размера 122±0,31.
Половине допуска на это расстояние δ, при условии, что середины полей допусков в деталях и кондукторной плите совпадают, определяется по формуле:δ=δ+S, где δ1 - допуск на расстояние от торца детали до центра отверстия (δ1= 0,31);
S-максимальный радиальный зазор между постоянной втулкой и инструментом.
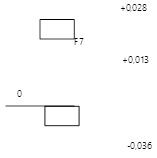
Рис 3 Схема полей допусков сверла и отверстия кондукторной втулки.
Принимаем наибольшее отклонение от номинала сверла как сумму максимальной величины разбивки и допуска на неточность изготовления, равную полю допуска соответствующего отверстия (рис. 3).
Таким образом,
![]() .
.
Тогда
![]() .
.
Следовательно, допуск на расстояние от торца детали до отверстия под постоянную втулку в кондукторной плите составит ±0,25.
3. РАСЧЁТ УСИЛИЙ ЗАЖИМА
Для обеспечения надёжного закрепления детали при обработке необходимо, чтобы с помощью зажимных элементов и устройств базовые поверхности детали были прижаты к опорным элементам.
При выполнении сверления будет возникать крутящий момент, который будет стремиться повернуть заготовку относительно оси обрабатываемого отверстия. Определяем крутящий момент и осевую силу для сверления отверстия диаметром 8 мм.
Момент кручения находим по формуле: [9. с.277]
![]()
где Cm =0.0345
q=2
y=0,8;
Kp =Kmp
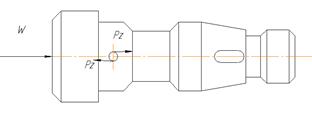
Рисунок 1 – Схема воздействия на заготовку моментов, сил зажима
![]()