Курсовая работа: Проектирование привода коробки скоростей металлорежущего станка
Рисунок 4.1 – Основные размеры шарикового подшипника.
В шпиндельной коробке имеется несколько десятков подшипников, а отказ любого из них выводит из строя всю коробку.
5.ВЫБОР ШПОНОК
Выбираем в качестве неподвижного соединения шпоночное с призматической шпонкой (по ГОСТ23360-78 ).
Для диаметров валов от 22 до 30 мм имеем следующие размеры шпонок: b×h×l= 8×7×18 мм,
-глубина паза вала t1 =4мм,
-глубина паза втулки t2 =3,3мм.
Для диаметров валов от 38 до 44 мм имеем следующие размеры шпонок: b×h×l= 12×8×28 мм,
-глубина паза вала t1 =5мм,
глубина паза втулки t2 =3,3мм.
Основные размеры соединения приведены на рис.5.1.
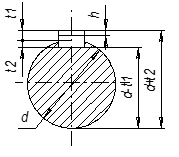
Рисунок 5.1- Основные размеры шпоночного соединения.
Выбранные шпонки необходимо проверять на смятие по формуле:
![]() ,
,
![]()
![]()
6. ВЫБОР СИСТЕМЫ СМАЗКИ
Смазочной системой называют совокупность устройств для подачи смазочного материала к трущимся поверхностям и возврата его в резервуар.
В качестве смазочных материалов в станках применяют жидкие минеральные масла и густые (консистентные) мази. Преимущественное распространение получили минеральные масла, которые лучше подходят для смазки ответственных быстроходных сопряжений и позволяют более легко осуществлять централизованную смазку с ее циркуляцией и очисткой от загрязнения.
Выбор того или иного сорта смазки зависит в первую очередь от скоростей относительных скольжений и нагрузок, действующих в сопряжениях.
При прочих равных условиях, чем выше скорость относительного скольжения и чем ниже давление в сопряжении, тем меньше вязкость.
Для коробок скоростей металлорежущих станков рекомендуется использовать масло индустриальное марки И-30(ГОСТ20799-75).
Определяем скорость в подшипниковых узлах:
Определяем значение n·dcp =0,26·106 ·30=7,8·106 .
Применяем смазку поливом сверху.
7. ВЫБОР СИСТЕМЫ УПРАВЛЕНИЯ
Механизм управления коробкой скоростей позволяет обеспечить четкое выполнение заданных функций станка с минимальным расходом времени и усилий, удобство и безопасность в управлении.