Курсовая работа: Проектирование системы управления приводом подачи, адаптированной к изменениям параметров процессов резания
Иначе, по алгоритму функционирования данная САР является следящей. В ней выходная величина – скорость резания – регулируется с заданной точностью при изменением напряжения на входе, т.е. система управляет выходной координатой. На вход системы подается напряжение Uз, соответствующее заданной скорости резания. Это напряжение сравнивается с напряжением Uос, поступающим с датчика обратной связи. Если существует ненулевая разница этих напряжений – ошибка регулирования e, то она с соответствующим знаком поступает на КУ, УС, ПЭ. ПЭ таким образом меняет напряжение на своем выходе, чтобы свести ошибку регулирования - путем изменения скорости вращения двигателя к минимуму или нулю. Если на систему действуют возмущения, то система с обратной связью будет компенсировать эти возмущения, поддерживая скорость резания постоянной.
3. Определение математической модели ОУ и управляющего устройства основного контура
Структурную схему составим на основании функциональной схемы, используя данные курсовой работы по САУ
Преобразователь энергии , с точки зрения динамики процесса является апериодическим звеном второго порядка. Его передаточная функция:
![]()
Значение постоянных времени T1 и T2 дано в исходных данных, а значение коэффициента передачи найдем из условия номинального значения напряжения якоря двигателя.
Согласно системе уравнений:
 ;
;
двигатель можно представить в виде следующей схемы (рис. 5):
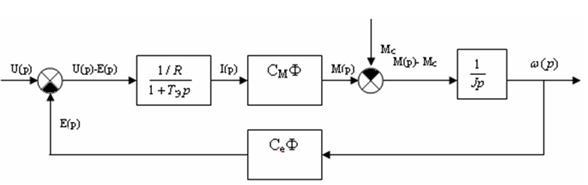 |
Рис. 5 - Схема электропривода
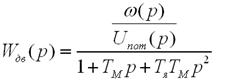
Передаточная функция двигателя рассчитывается следующим образом:
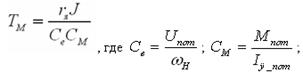 ;
;
![]() кг*м2 ; откуда:
кг*м2 ; откуда:
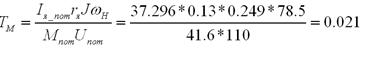 ,где
,где
![]() (рад/сек);
(рад/сек);  (кг*м2 );
(кг*м2 );
![]() ;
;
Передаточная функция имеет следующий вид:
![]()
Передаточное устройство является линейным звеном. Зная номинальные значения частоты вращения вала двигателя и подачи на зуб фрезерного станка, запишем передаточную функцию:
 ,
,
![]() =0,008
=0,008
![]()
тогда Wпу(р) =  [мм*мин/(зуб*об)]
[мм*мин/(зуб*об)]
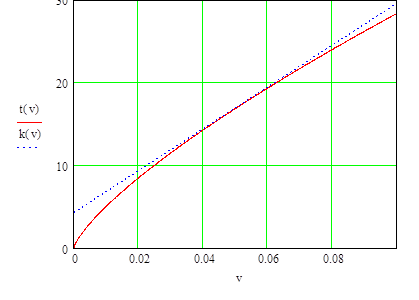
Процесс резания как объект управления с учетом возмущений опишем используя формулу (4). Но описанный процесс резания будет нелинейным звеном, а в данной части ТАУ мы изучаем линейные звенья. Поэтому нам придется линеаризовать это звено. Для этого построим график изменения погрешности обработки от подачи и проведем касательную в рабочей точке этой зависимости (рис. 6).
Δ[мкм]
 S[мм/об]
S[мм/об]
Рис. 6 - Линеаризация процесса резания
Уравнение касательной будет иметь вид: