Курсовая работа: Проектирование системы управления приводом подачи, адаптированной к изменениям параметров процессов резания
Для получения коэффициента передачи при действии возмущении tп проанализируем уравнение![]() , где
, где ![]() ; т.к. здесь tп в первой степени, то зависимость уравнения с аргументом tп можно считать линейной. Значит коэффициент усиления по возмущению tп К1 = 1 .
; т.к. здесь tп в первой степени, то зависимость уравнения с аргументом tп можно считать линейной. Значит коэффициент усиления по возмущению tп К1 = 1 .
Таким образом, процесс резания представляется в следующем виде (рис. 7):
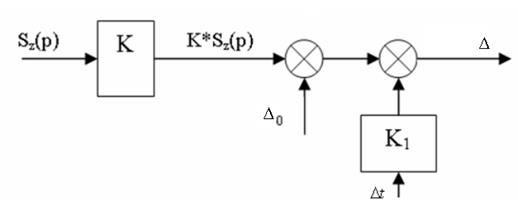
Рис. 7 - Линеаризованный процесс резания
Где К – тангенс угла наклона касательной к графику в рабочей точке. К = 253.2. Δ0 – отклонение касательной от начала координат. Δ 0 = 4.3. ![]() - возмущение, действующее на систему. K1 – коэффициент передачи системы при действии возмущения. К1 =1
- возмущение, действующее на систему. K1 – коэффициент передачи системы при действии возмущения. К1 =1
Датчик обратной связи, Wду(р)=Кду/(Тду*р+1); Wду(р)=5/14.35=0.348 В/мкм
Усилитель УС . Для обеспечения требуемых свойств САР то коэффициент принимаем исходя из следующих условий:
т.к. Δз = Δр/(1+Крс),
и Δз = 0.001*Δр, тогда:
Δр/(1+Крс)= 0.001*Δр;
1+Крс=1000;
Крс =999;
Крс = 999 = Кус*Кпэ*Кд*Кпу*Кпр*Кду = 0,046*Кус, откуда Кус = 21546.
Учитывая все сказанное выше составляется структурная схема САР (рис. 8):
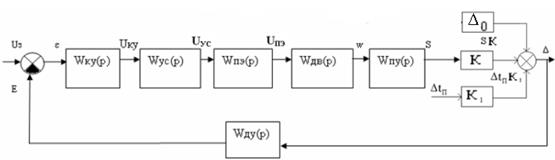
Рис. 8 - Структурная схема САР
Корректирующее устройство .
В качестве корректирующего устройства принимаем интегродифференцирующее звено с передаточной функцией вида:
![]()
После расчета корректирующего устройства по методу анализа и синтеза САР с использованием ЛЧХ принимаем:
![]()
В качестве корректирующего устройства
Переходный процесс получившейся САР (идет стабилизация возмущения на 10 секунде моделирования) (рис. 9, 10):
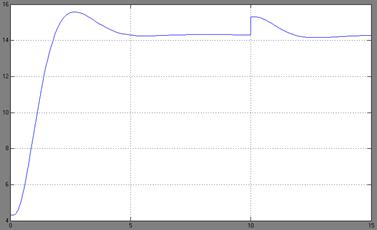
Рис. 9 - Основной контур системы
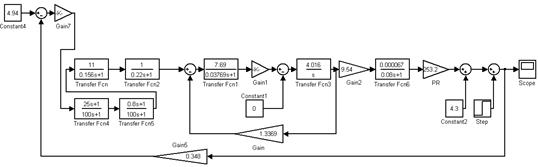
Рис. 10 - Структурная схема системы
4. Обоснование необходимости адаптивного управления
Данная схема обеспечивает лишь устойчивость системы при отсутствии параметрических возмущений или при их весьма маленьком воздействии. На практике с течением времени могут меняться параметры объекта управления. Данная система не может обеспечить требуемое качество переходного процесса при значительных возмущениях, поэтому необходимо синтезировать систему управления, способную компенсировать действие параметрических возмущений.
Обеспечение высокой точности изготовления деталей современных машин при использовании обычных методов лезвийной обработки сопряжено с большими материальными затратами, высокой трудоёмкостью и связано с понижением производительности обработки. Традиционные методы решения этой задачи, такие как увеличение точности и жёсткости станков, в настоящее время уже исчерпали себя. Эту проблему можно решить путём применения станков с программным управлением, системами адаптивного управления движениями резания. Адаптивное резание - это способ механической обработки, обеспечивающий оптимизацию процесса за счёт изменения условий обработки, прежде всего режимов резания в зависимости от конкретных условий. АдСУ перерабатывают непрерывно поступающую информацию о величине принятого для регулирования критерия, например силы, температуры, интенсивности вибраций.