Курсовая работа: Проектирование технологического процесса изготовления детали Корпус
Вычисляем наименьшие предельные размеры:
![]()
![]()
![]()
![]()
Придельные значения припусков ![]() определяются как разность предельных размеров предшествующего и выполняемого переходов:
определяются как разность предельных размеров предшествующего и выполняемого переходов:
![]()
![]()
![]()
![]()
![]()
![]()
Производим проверку правильности расчетов:
![]()
![]()
Таблица 2.Припуски на диаметральный размер ø 72Н7
| Переходы обработки поверхности | Элементы припуска | Расчетный припуск, мкм | Расчетный размер, мм | Допуск | Предельный размер | Предельный припуск | |||||
| Rz | H(Т) | min | max | min | max | ||||||
| Заготовка | 600 | - | 1202,7 | - | - | 68,007 | 1400 | 66,61 | 68,01 | - | - |
| Черновое растачивание | 50 | - | 72,162 | 138,3 | 3621,25 | 71,629 |
Н12 300 | 71,32 | 71,62 | 3,61 | 4,71 |
| Чистовое растачивание | 30 | - | 48,11 | - | 244,324 | 71,873 |
Н9 74 | 71,796 | 71,87 | 0,25 | 0,476 |
| Тонкое растачивание | 20 | - | 24,05 | 6,91 | 157,207 | 72,03 |
Н7 30 | 72 | 72,03 | 0,16 | 0,204 |
Рис. 1. Схема графического расположения припусков и допусков 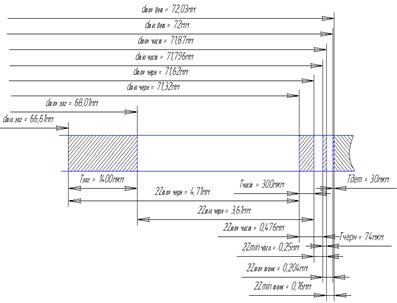
5.2. Назначение припусков по нормативам
Для назначения припусков и допусков воспользуемся ГОСТ 26645-85.
Таблица 3.рипуски и допуски на отливку
|
Размер детали мм |
Ra мкм | Маршрут обработки |
Припуск на сторону, К-во Просмотров: 335
Бесплатно скачать Курсовая работа: Проектирование технологического процесса изготовления детали Корпус
|