Курсовая работа: Проектирование технологического процесса изготовления детали "Ось"
расширяет технологические возможности станков;
создает возможность одновременной обработки нескольких заготовок, закрепленных в общем приспособлении.
При разработке технологического процесса механической обработки заготовки выбор режущего инструмента, его вида, конструкции и размеров в значительной мере предопределяется методами обработки, свойствами обрабатываемого материала, требуемой точностью обработки и качества обрабатываемой поверхности заготовки.
При выборе режущего инструмента необходимо стремиться принимать стандартный инструмент, но, когда целесообразно, следует применять специальный, комбинированный, фасонный инструмент, позволяющий совмещать обработку нескольких поверхностей.
Правильный выбор режущей части инструмента имеет большое значение для повышения производительности и снижения себестоимости обработки.
При проектировании технологического процесса механической обработки заготовки для межоперационного и окончательного контроля обрабатываемых поверхностей необходимо использовать стандартный измерительный инструмент, учитывая тип производства, но вместе с тем, когда целесообразно, следует применять специальный контрольно-измерительный инструмент или контрольно-измерительное приспособление.
Метод контроля должен способствовать повышению производительности труда контролера и станочника, создавать условия для улучшения качества выпускаемой продукции и снижения ее себестоимости. В единичном и серийном производстве обычно применяется универсальный измерительный инструмент (штангенциркуль, штангенглубиномер, микрометр, угломер, индикатор и т.д.)
В массовом и крупносерийном производстве рекомендуется применять предельные калибры (скобы, пробки, шаблоны и т.п.) и методы активного контроля, которые получили широкое распространение во многих отраслях машиностроения.
1.8 Расчет операционных размеров
Под операционным понимается размер, проставленный на операционном эскизе и характеризующий величину обрабатываемой поверхности или взаимное расположение обрабатываемых поверхностей, линий или точек детали. Расчет операционных размеров сводится к задаче правильного определения величины операционного припуска и величины операционного допуска с учетом особенностей разработанной технологии.
Под длинновыми операционными размерами понимаются размеры, характеризующие обработку поверхностей с односторонним расположением припуска, а также размеры между осями и линиями. Расчет длинновых операционных размеров проводится в следующей последовательности:
1. Подготовка исходных данных (на основе рабочего чертежа и операционных карт).
2. Составление схемы обработки на основе исходных данных.
3. Построение графа размерных цепей для определения припусков, чертежных и операционных размеров.
4. Составление ведомости расчета операционных размеров.
На схеме обработки (рисунок 1.5) помещаем эскиз детали с указанием всех поверхностей данной геометрической структуры, встречающихся в процессе обработки от заготовки до готовой детали. В верхней части эскиза указаны все длинновые чертежные размеры чертежные размеры с допусками (С), а снизу все операционные припуски (1z2, 2z3, …, 13z14). Под эскизом в таблице обработки указаны размерные линии, характеризующие все размеры заготовки, ориентированные односторонними стрелками, таким образом, чтобы к одной из поверхностей заготовки не подходило ни одной стрелки, а к остальным поверхностям подходило только по одной стрелке. Далее указаны размерные линии, характеризующие размеры механической обработки. Операционные размеры, ориентированы в направлении обрабатываемых поверхностей.
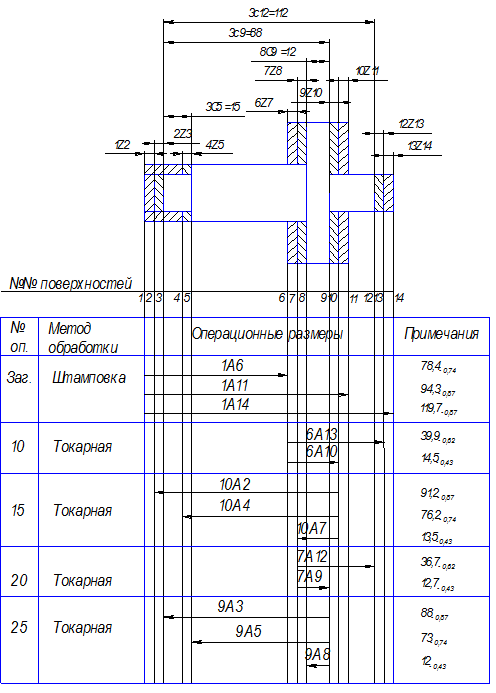
Рисунок 1.5 Схема обработки детали
Далее строим граф исходных структур (исходное «дерево») соответствующий исходной структуре, образованной связями между поверхностями в виде чертежных размеров и припусков.
На графе исходных структур соединяющих поверхности 1 и 2 волнистыми ребрами, характеризующими величину припуска 1z2, поверхности 3 и 4 дополнительными ребрами, характеризующими величину припуска 3z4 и т. д. А также проводим толстые ребра чертежных размеров 2с13, 4с6 и т. д.
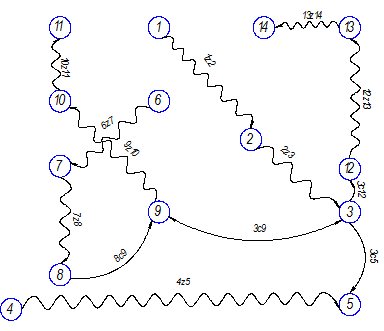
Рисунок 1.6 Граф исходных структур
- ![]() вершина графа. Характеризует поверхность детали. Цифра в круге обозначает номер поверхности на схеме обработки.
вершина графа. Характеризует поверхность детали. Цифра в круге обозначает номер поверхности на схеме обработки.
- ![]()
![]() Ребро графа. Характеризует вид связей между поверхностями.
Ребро графа. Характеризует вид связей между поверхностями.
"z" - Соответствует величине операционного припуска, а "c" – чертежному размеру.
На основании разработанной схемы обработки строится граф произвольных структур. Построение производного древа начинается с поверхности заготовки, к которой на схеме обработки не подводится ни одной стрелки. На рисунке 1.5 такая поверхность обозначена цифрой «1». От этой поверхности проводим те ребра графа, которые касаются её. На конце этих ребер указываем стрелки и номера тех поверхностей, до которых указанные размеры проведены. Аналогичным образом достраиваем граф согласно схеме обработки.
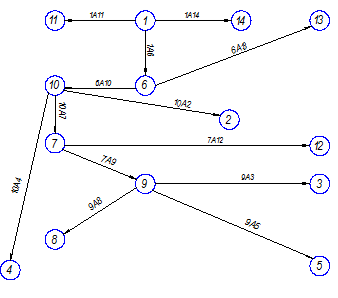
Рисунок 1.7 Граф производных структур
- вершина графа. Характеризует поверхность детали. Цифра в круге обозначает номер поверхности на схеме обработки.
![]() - ребро графа. Характеризует вид связей между поверхностями, соответствует длинновым операционным размерам и размерам заготовки .
- ребро графа. Характеризует вид связей между поверхностями, соответствует длинновым операционным размерам и размерам заготовки .