Курсовая работа: Проектирование технологического процесса изготовления детали "Ось"
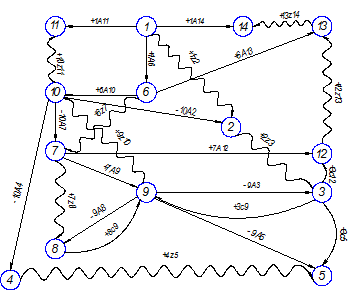
Рисунок 1.8 Граф размерных цепей
- Вершина графа. Характеризует поверхность детали.
![]() - Ребро графа. Составляющее звено размерной цепи соответствует операционному размеру или размеру заготовки.
- Ребро графа. Составляющее звено размерной цепи соответствует операционному размеру или размеру заготовки.
![]() - Ребро графа. Замыкающее звено размерной цепи соответствует чертежному размеру.
- Ребро графа. Замыкающее звено размерной цепи соответствует чертежному размеру.
![]() - Ребро графа. Замыкающее звено размерной цепи соответствует операционному припуску.
- Ребро графа. Замыкающее звено размерной цепи соответствует операционному припуску.
На всех ребрах графа проставляем знак ( «+» или «–» ), руководствуясь следующим правилом: если ребро графа входит своей стрелкой в вершину с большим номером, то на этом ребре ставим знак «+»,если ребро графа входит своей стрелкой в вершину с меньшим номером, то на этом ребре ставим знак «–» (рисунок 1.8). Принимаем во внимание, что нам неизвестны операционные размеры, и по схеме обработки (рисунок 1.5) определяем приблизительно величину операционного размера или размера заготовки, используя для этой цели чертежные размеры и минимальные операционные припуски, которые складываются из величин микронеровностей (Rz), глубины деформационного слоя (Т) и пространственного отклонения (Δпр), получившихся на предшествующей операции.
Далее приступаем к заполнению карты выбора и расчета операционных размеров.
Графа 1. В произвольной последовательности переписываем все чертежные размеры и припуски.
Графа 2. Указываем номера операций в последовательности их выполнения по маршрутной технологии.
Графа 3. Указываем наименование операций.
Графа 4. Указываем тип станка и его модель.
Графа 5. Помещаем упрощенные эскизы в одном неизменном положении для каждой операции с указанием обрабатываемых поверхностей согласно маршрутной технологии. Нумерация поверхностей производится в соответствии со схемой обработки (рисунок 1.5).
Графа 6. Для каждой обрабатываемой на данной операции поверхности указываем операционный размер.
Графа 7. Термообработку детали не производим на данной операции, поэтому графу оставляем не заполненной.
Графа 8. Заполняется в исключительных случаях, когда выбор измерительной базы ограничивается условиями удобства контроля операционного размера. В нашем случае графа остается свободной.
Графа 9. Указываем возможные варианты поверхностей, которые можно использовать в качестве технологических баз с учетом рекомендаций, приведенных в [5].
Выбор поверхностей, используемых в качестве технологических и измерительных баз, начинаем с последней операции в порядке, обратном ходу технологического процесса. Уравнения размерных цепей записываем по графу исходных структур.
После выбора баз и операционных размеров приступаем к расчету номинальных значений и выбору допусков на операционные размеры.
Расчет длинновых операционных размеров базируется на результатах работы по оптимизации структуры операционных размеров и производится в соответствии с последовательностью работ. Подготовка исходных данных для расчета операционных размеров производится путем заполнения граф
13-17 карты выбора баз и расчета операционных размеров.
Графа 13. Для замыкания звеньев размерных цепей, являющихся чертежными размерами, записываем минимальные значения этих размеров. Для замыкания звеньев, представляющих собой операционные припуски, указываем величину минимального припуска, которая определяется по формуле:
zmin = Rz + Т,
гдеRz – высота неровностей, полученных на предыдущей операции;
Т – глубина дефектного слоя, образовавшегося на предыдущей операции.
Значения Rz и Т определяются по таблицам [5].
![]()
![]()
Графа 14. Для замыкающих звеньев размерных цепей, являющихся чертежными размерами, записываем максимальные значения этих размеров. Максимальные значения припусков пока не проставляем.