Курсовая работа: Проектирование технологического процесса изготовления детали "втулка"
3) прокатка;
4) охлаждение металла после прокатки;
5) отделка проката.
Существуют две технологические схемы производства: из отдельных и неприрывнолитых слитков.
Схема технологического процесса производства проката: а) – из обычного слитка; б) – из заготовки, полученной непрерывной разливкой.
Прокатное производство металлургического завода, в соответствии с первой технологической схемой, включает систему станов, на которых получают полупродукт (блюмы, слябы и другие виды заготовок) и систему станов для получения готового проката (сортовой стали, горяче- и холоднокатаных листов и лент, труб и пр.). Поэтому в состав прокатных цехов, как правило, входят обжимные (блюминги, слябинги) и заготовочные станины, являющимися основными агрегатами, связывающими сталеплавильные цеха и прокатные станы для дальнейшего передела блюмов, слябов и других заготовок; сортовые станы (рельсо-блочные, крупно-, мелко- и мелкосортные, проволочные и др.); листовые станы; трубные станы и др.
Технологическая схема получения того или иного вида готового проката предусматривает включение всех необходимых последовательных операций обработки, начиная с подготовки слитка или заготовки для нагрева и кончая завершающей отделкой и определением качества готового проката. Вместе с тем технология изготовления изделия может отличаться, если производствоего осуществляется на другом металлургическом заводе, в другом прокатном цехе, на другом прокатном стане.
Назначение – вала-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализированные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
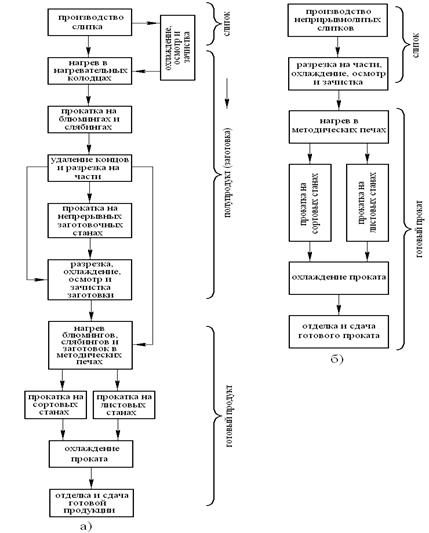
Рисунок 1 - Технологическая схема получения готового проката
2 Расчетная часть
2.1 Расчет промежуточных припусков и размеров заготовки
Исходные данные. Деталь «Втулка». Технические требования - диаметр
80, шероховатость Ra = 6,3 мкм. Материал детали – сталь ХВГ. Общая
длина детали – 28 мм. Метод получения заготовки - прокат. Обработка производится в патроне на токарном станке 16К20. Требуется определить межоперационный и общий припуски и диаметральный размер заданной поверхности заготовки.
1. Назначаем технологический маршрут обработки:
- точение черновое
- точение чистовое
2. В графу 2 записываем элементарную поверхность детали и технологические переходы в порядке последовательности их выполнения.
3. Заполняем графы 3, 4 и 9 по всем технологическим переходам. Данные для заполнения граф 3 и 4 взяты из табл. П 1.11 и П 1.18, допуск (графа 9) на диаметральный размер проката взят из табл. П 1.1.
Для выполнения расчета промежуточных припусков при обработке
указанной шейки вала аналогичным методом необходимо собрать данные:
Rzi-1; Ti-1; ρi-1; εi..
4. Суммарное значение пространственных погрешностей (графа 5) взят из табл. П 1.6.
ρ1 = 14мкм.
Ку – коэффициент уточнения [5. табл. П 1.21.].
Ку = 0,06 – черновое точение
Ку = 0,05 – чистовое точение.
Таблица 3 - межоперационный и общий припуски и диаметральный размер поверхности заготовки.
| № п/п |
К-во Просмотров: 1158
Бесплатно скачать Курсовая работа: Проектирование технологического процесса изготовления детали "втулка"
|