Курсовая работа: Проектирование технологического процесса механической обработки детали "шкив"
1 Описание детали и ее служебного назначения
Деталь «шкив» представляет собой фрикционную вращающуюся деталь ремённой передачи, выполненную в виде колеса, охватываемого гибкой связью (ремнем). Служебное назначение шкива состоит в использовании его как одной из основных частей ременной передачи.
Передающие вращающий момент рабочие шкивы (ведущий и ведомый) закрепляют на валах посредством шпоночных, зубчатых, штифтовых и прочих соединений. Не передающие вращающего момента шкивы (холостые шкивы, натяжные ролики) свободно вращаются на валах или осях. Конструкции шкивов отличаются большим разнообразием. Шкив малых диаметров выполняют монолитными, средних и больших диаметров – имеют ступицу и обод, связанные диском или спицами. Крупные шкивы иногда выполняют из двух половин, соединённых болтами. Изготовляют Шкив из чугуна, стали лёгкого сплава, пластмассы, иногда дерева.
Шкив под плоские ремни имеет цилиндрическую или слегка выпуклую рабочую поверхность для предохранения ремня от сбегания, с той же целью шкивы иногда снабжаются ребордами. Шкив под клиновые и поликлиновые ремни имеют канавки трапецеидального профиля. Шкив под ремень круглого сечения снабжают канавкой со скруглённым дном. Шкив зубчатоременных передач имеют зубья, идущие в осевом направлении, и реборды. Ступенчатые шкивы применяют в передачах с регулированием передаточного отношения путём перевода ремня с одной ступени на другую. Раздвижные конические шкивы в бесступенчатых передачах с широким клиновым ремнем выполняют с одним или обоими подпружиненными передвижными конусами, а также с принудительным перемещением одного или обоих конусов.
Данная деталь «шкив» представляет собой колесо, которое является частью ременной передачи. Служебное назначение шкива состоит в том, чтобы передавать крутящий момент через ремень на вал. С валом шкив соединяется посадкой с натягом, прижимается шайбой и фиксируется болтами. Во внутреннюю часть шкива крепится зубчатая полумуфта переходной посадкой и фиксируется штифтом. Соединение деталей осуществляется под прессом. При работе данного механизма вращение шкива на валу передается на зубчатую полумуфту, далее через зубчатую втулку – на полумуфту и на вал.
2 Маршрутный технологический процесс изготовления детали для серийного производства
В машиностроении основными видами заготовок для деталей являются стальные и чугунные отливки, отливки из цветных металлов и сплавов, штамповки и все возможные виды проката.
Способ получения заготовки должен быть наиболее экономичным при заданном объеме выпуска детали. На выбор формы, размеров и способа получения заготовки большое значение оказывает конструкция и материал детали. Вид заготовки оказывает значительное влияние на характер технологического процесса, трудоемкость и экономичность ее обработки.
К металлическим заготовкам относятся: прокат из стали и цветных металлов (простых и сложных профилей) в виде прутков и труб, поковки, листовая штамповка, отливки.
Большинство деталей типа валов, втулок, шайб и колец изготовляют из заготовок, поставляемых в виде круглых, шестигранных и квадратных прутков. Крупные и сложные по форме детали получают из штучных заготовок, полученных литьем, ковкой или штамповкой. Заготовка должна иметь несколько большие размеры, чем готовая деталь, т. е. предусматривается слой металла, снимаемый при механической обработке, который называется припуском на обработку. Величина припуска должна быть наименьшей (т. е. заготовка по форме и размерам должна приближаться к форме и размерам готовой детали), но при этом должно быть обеспечено получение годной детали.
Исходя из необходимости максимального приближения формы и размеров заготовки к параметрам готовой детали, применяем такой метод, как прокат под прессом. В результате проката получаем заготовку круглого сечения.
В данном проекте принимаем, что из готового металлопроката круглого сечения диаметром 180 мм отрезаем заготовку для изготовления шкива. При дальнейшей обработке заготовки на станках с ЧПУ получаем готовое изделие. Круглый металлопрокат различных марок сталей поставляется предприятием «ВЕЛД-МЕТИЗ». Подробный перечень круглого металлопроката приведен в приложении Б. Материал для изготовления шкива выбираем сталь 45 ГОСТ 1050-88[4]. При выборе станков с ЧПУ на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2.
Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив
| № операции | Название операции | Оборудование |
| 00 | отрезная | CARIF 450 BA CNC |
| 05 | токарная с ЧПУ черновая | HTC40z |
| 10 | токарная с ЧПУ чистовая | HTC40z |
| 15 | сверлильная с ЧПУ | PD1616 |
| 20 | термическая | Закалочная электропечь ПВП 5000/12,5М |
| 25 | шлифовальная с ЧПУ чистовая | ОШ-642Ф3 |
| 30 | Контрольная с ЧПУ | MH3D DCC NS |
Таблица 2.2 – Квалитеты точности по операциям технологических процессов
| Номер операции | Наименование операции | Стадия | Квалитет точности | |
| диаметраль-ных размеров | продольных размеров | |||
| 00 | отрезная | – | 14 | 14 |
| 05 | токарная | черновая | 12 | 12 |
| 10 | токарная | чистовая | 9 | 9 |
| 15 | сверлильная | – | 13 | – |
| 20 | термическая | – | – | – |
| 25 | шлифовальная | чистовая | 6 | 7 |
| 30 | контрольная | – | – | – |
3 Операционные эскизы технологического процесса изготовления детали
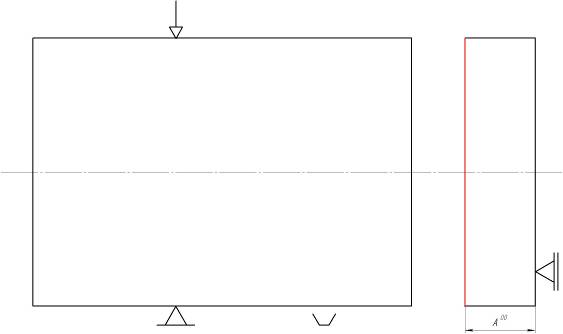
00 Отрезная операция с ЧПУ, станок CARIF 450 BA CNC
05 Токарная операция с ЧПУ черновая, станок HTC40z
1-й установ
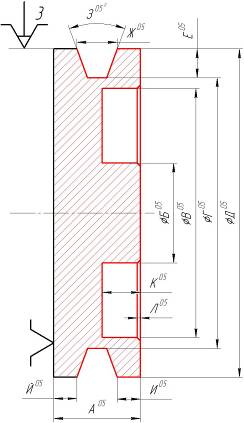
2-й установ
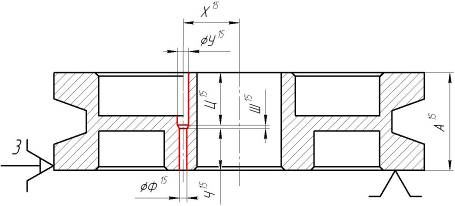
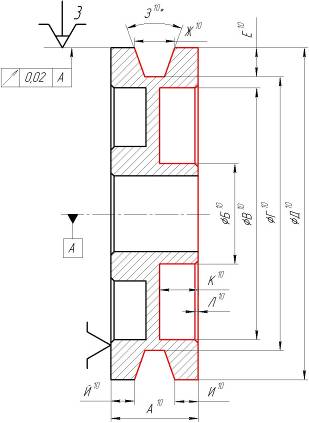
10 Токарная операция с ЧПУ чистовая, станок HTC40z
1-й установ
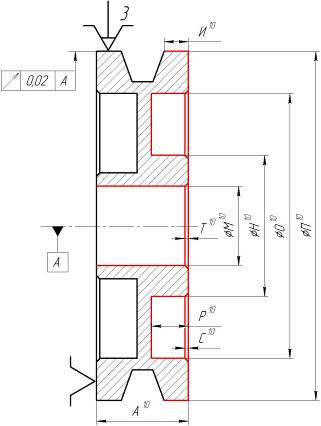
2-й установ
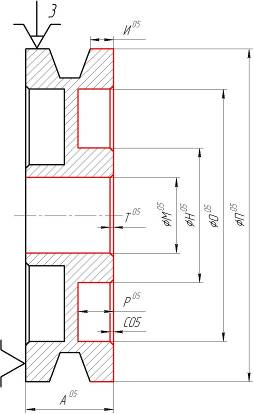
15 Сверлильная операция с ЧПУ, станок PD1616