Курсовая работа: Проектирование технологического процесса механической обработки детали "шкив"
Заключение
В результате выполнения данного курсового проекта была достигнута поставленная цель, т. е. разработан технологический процесс изготовления детали «шкив» в серийном производстве и соответственно были решены задачи:
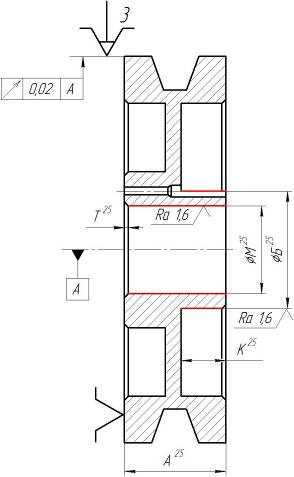
1. Разработан чертеж детали «шкив» в CAD-редакторе КОМПАС в соответствии с требованиями ГОСТа, на чертеже приведены все необходимые размеры, отклонения и квалитеты для изготовления детали, а также учтены все свойства поверхностей, необходимые в работе данной детали в сопряжении с другими деталями для обеспечения нормативного срока службы.
2. Разработан маршрутный технологический процесс изготовления детали «шкив» путем выбора технологических операций, целесообразных для изготовления данной детали в серийном производстве, а также стадий операций. Были подобраны все станки для каждой технологической операции с ЧПУ для более производительной и автоматизированной работы по изготовлению детали «шкив».
3. Разработаны операционные эскизы технологического процесса CAD-редакторе КОМПАС. Эта задача была решена путем поэтапного рассмотрения процесса обработки от заготовки до готовой детали. На эскизах имеются необходимые размеры для обработки на каждой операции, символы базирования, закрепления и необходимые специальные требования.
Библиографический список
1. А.Н. Малов «Справочник технолога машиностроения», Т2, М., «Машиностроение», 1972-220с.
2. А.Ф. Горбацевич «Курсовое проектирование по технологии машиностроения», Минск, «Высшая школа», 1975.
3. И.С. Добрыднев «Курсовое проектирование по предмету технология машиностроения», М., «Машиностроение», 1985.
4. В.Г. Сорокина «Марочник сталей и сплавов», М., «Машиностроение», 1989.
5. Паспортные данные станков.
Приложение А
Описание станков с числовым программным обеспечением, используемых при изготовлении детали «шкив»[5]
Отрезной станок CARIF 450 BA CNC Автомат с ЧПУ

Автоматический ленточный отрезной станок “CARIF 450 BA CNC” с ЧПУ состоит из:
- станины, имеющей горизонтальную стенку, бортик, которой выходит на короб для сбора стружки;
- кронштейна, соединённый с этой стенкой, который может вращаться вокруг собственной вертикальной оси;
- арки, которая удерживает режущее полотно, соединённое с кронштейном, который вращается вокруг горизонтальной оси;
- непрерывного мотовариатора скорости резания;
- тисков мостового типа, соединённых с горизонтальной стенкой;
- каретки для поддерживания и подтягивания прутка;
- маслодинамического устройства, которое позволяет выполнять следующие операции:
- автоматическое смыкание тисков,
- быстрое приближение режущего полотна к разрезаемой детали,
- автоматическое резание прутка,
- быстрый подъём арки,
- перемещение каретки для подтягивания прутка с последовательным автоматическим раскрытием/закрытием тисков для продвижения прутка (вплоть до 600 мм);
- электронной панели, которая позволяет: