Курсовая работа: Проектування та аналіз роботи вузла редуктора
довжина паза вала під шпонку l – 50H15+1,0 ;
глибина паза валу t1 – 6 h12–0,12 ;
глибина паза втулки t2 – 4,3 h12-0,12 .
4. Розраховуємо величину посадок у з’єднанні шпонки з пазом втулки.
Шпонка з пазом втулки має перехідну посадку 16P9/h9, тому:
Smax = ES – ei = -0,018 – (-0,043) = 0,025(мм);
Nmax = es – EI = 0 – (-0,061) = 0,061(мм);
Scp = (Smax + (-Nmax ))/2 = (0,025 + (-0,061))/2 = -0,018(мм).
Отже, паз втулки з шпонкою має перехідну посадку для надійного центрування, але переважно з натягом.
Схема розміщення полів допусків шпонкового з’єднання див. Додаток Е
9. Вибір посадок для шліцьового з’єднання
9.1 Обґрунтування вибору посадок для шліцьових з’єднань
Шліцьові з’єднання призначені для передачі крутячих моментів і осьових сил. Порівняно із шпонковими шліцьові з'єднання забезпечують краще центрування і більшу рівномірність розподілу навантажень по висоті зуба /шліця/, передають більші крутні моменти.
Шліцьові з'єднання бувають з прямим, евольвентним, трикутним профілем.
Розміри елементів шліцьового з'єднання стандартизовані. Шліцьові з’єднання з прямобічним профілем виготовлять за ГОСТ 1139-80 /СТ РВ.В 187-75 1 СТ РЕВ І88-75/, а з евольвентним - за ГОСТ 6033-60 /СТ РЕВ 269-76; СТ РЕВ 268-76; СТ РЕВ 269-76/.
Шліцьові з'єднання трикутним профілем широкого поширення не набули.
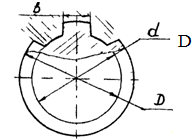
Основні параметри шліцьового з'єднання з прямобічним профілем показано на рис. 9.1.
![]()
Шліцьові з'єднання характеризуються зовнішнім діаметром D, внутрішнім діаметромd, шириною b шліця, числом шліців /зубів/ z. 3'єднання бувають трьох серій : легкої, середньої і важкої.
Залежно від експлуатаційних і технологічних вимог центрування вала і втулки досягається одним з трьох методів: за зовнішнім діаметром D ; за внутрішнім діаметром d і боковими сторонами b шліців.
Центрування за зовнішнім діаметром D /рис.9.2,а/ рекомендується тоді, коли твердість втулки дає змогу обробляти протягуванням. Цей спосіб найбільш простий і економічний.
Центрування за внутрішнім діаметром d /рис. 9.2,б/ доцільне, коли втулка має високу твердість і точний розмір можна дістати при шліфуванні діаметра d . Вал обробляють на шліцьошліфувальному верстаті.
Центрування за боковими сторонами шліців /рис.9.2, в/ не забезпечує точного центрування вала і втулки, але дає найрівномірніший розподіл сил між шліцями. Метод центрування рекомендується для з'єднань у механізмах, які передають великі крутячі моменти або знакозмінні навантаження. Він забезпечує найменші зазори між боковими поверхнями зубів і западин.
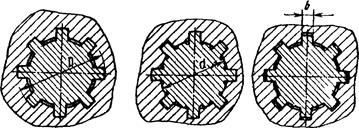
Рис. 9.2
Допуски й посадки. ГОСТ 1139-80 /СТ РЕВ 187-75 і СТ РЕВ І88-75/ регламентує допуски на розміри ![]() Повний /сумарний/ допуск /рис.9.3/ дорівнює сумі похибок розміру, форми і розміщень поверхонь. Наприклад:
Повний /сумарний/ допуск /рис.9.3/ дорівнює сумі похибок розміру, форми і розміщень поверхонь. Наприклад:
де ![]() - відповідно похибки розмірів, форми і розміщень .
- відповідно похибки розмірів, форми і розміщень .