Курсовая работа: Профиль для металлических конструкций
По требованию заказчика балки поставляют с уклоном наружной грани каждой полки не более 1,25%. ГОСТ 8239–72 предусматривает прокатку двутавровых балок высотой 100–700 мм (№10–70). Балки №18, 20, 22, 24, 27 и 30 имеют по два профиля. Для обозначения второго профиля рядом с номером балки ставят букву а. Указанные литерные профили отличаются от основных только увеличенной средней толщиной полок.
Балка №70 имеет три профиля: 70, 70а и 70б. Литерные профили балки 70 имеют увеличенные размеры полок и стенки. В результате увеличения размеров во всех литерных профилях увеличивается площадь поперечного сечения и масса [1].
Профиль двутавровой балки
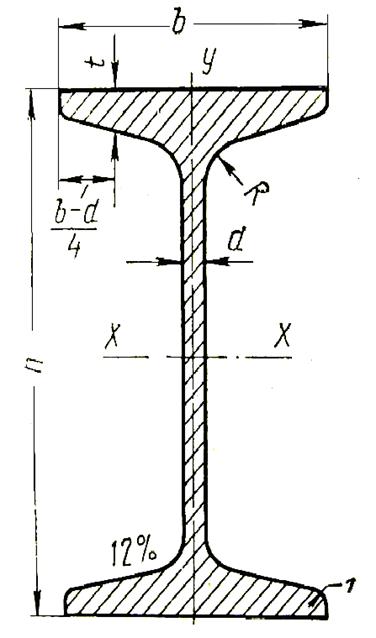
h– высота балки; b– ширина балки; d– толщина стенки;
t – средняя толщина полки; R и r– радиусы закруглений
Рис. 1.1
2. Стан для прокатки профиля
Для прокатки профиля было решено использовать рельсобалочный стан 800 НТМК. Стан был реконструирован в 1982 г. Оборудование его и отделочные линии размещены в параллельных пролетах, перпендикулярно к ним расположены пролеты склада заготовок и нагревательных устройств (рис. 2.1). На стане прокатывают широкий сортамент профилей из стали марок Ст.О–Ст.З, 10ХСНД, 15ХСНД, 09Г2, 14Г2, рельсовой стали по ГОСТ 7173–54 и 7174–54, стали по ГОСТ 1050–88, осевой стали по ГОСТ 4728–89, трубной по ГОСТ 380–88.
2.1 Нагревательные печи и технология нагрева
Склад заготовок емкостью 40 тыс. т является общим со станом 650 этого же завода.
В зависимости от марки стали заготовки в холодном состоянии зачищают огневыми резаками или пневматическими зубилами.
Заготовки из обжимного цеха передают в холодном и горячем состоянии.
Печной пролет рельсобалочного стана оборудован двумя методическими и двумя камерными печами, характеристика которых приведена в табл. 2.2.
В рекуператорах методических печей воздух подогревают до 350–500 °С, в регенераторах камерных печей – до 1000 °С.
Методические печи можно использовать как для нагрева металла до заданной температуры, так и для подогрева. В настоящее время их, как правило, применяют только для предварительного подогрева холодных заготовок. Максимальная производительность одной методической печи при нагреве заготовок холодного всада до 1200 °С составляет 45 т/ч, при подогреве до 900 °С – 75 т/ч. Производительность одной камерной печи при нагреве металла до 1200–1280 °С равна 100 т/ч. В методических печах можно нагревать заготовки длиной 3000–4850 мм, в камерных печах 3000–5000 мм. В зависимости от сечения масса садки камерной печи составляет 8–16 блюмов.
Нагревательные устройства оборудованы всеми необходимыми приборами для автоматического контроля и регулирования процесса нагрева.
В камерные печи загружают заготовки, переданные с обжимного стана в горячем виде, а также заготовки, прошедшие предварительный нагрев в методических печах. Температура металла при загрузке в камерные печи должна быть не ниже 900 °С. С зависимости от профиля и марки стали температура свода камерных печей должна быть в пределах 1350–1380 °С, температура металла при выдаче 1200–1280 °С.
К методическим печам заготовки подаются от загрузочных решеток по печному рольгангу длиной 61600 мм. Диаметр роликов 400 мм, скорость 2 м/сек.
Заготовки загружаются в методические печи и выдаются из них сдвоенными толкателями. Ход толкателя 3,2 м, скорость толкания и, 1о м/сек, усилие толкания, приходящееся на одну штангу, 200 Т. Толкатель в случае необходимости может работать раздельно каждой штангой.
Заготовки передаются от методических печей к камерным по печному рольгангу состоящему из 33 роликов диаметром 400 мм с шагом 800 мм. По этому же рольгангу к камерным печам подаются горячие заготовки с блюминга.
Подача заготовок к камерным печам и от печей осуществляется двумя трансферкарами – одна на стороне загрузки, другая на стороне выдачи. Диаметр роликов трансферкара 400 мм, шаг 800 мм, окружная скорость 2 м/сек. Длина пути трансферкара 46 л.
Заготовки загружают в печи и выдают и: них при помощи шаржирных кранов грузоподъемностью 7,5 т. Длина пролета 16 м скорость передвижения моста 80 м/мин; скорость передвижения главной тележки 50 м/мин, число качаний хобота 6 в минуту; клещи могут подниматься на 200 мм иопускаться на 1550 мм; время захвата 5 сек; захват гидравлический.
Таблица 2.2 Характеристика печей стана 800 НТМК
| Печь |
Число печей |
Способ загрузки и выдачи металла | Полезные размеры пода, мм | Расстояние между глиссажными трубами, мм | Теплота сгорания топлива (смеси коксовой и доменного газов), ккал/м3 | |
| длина | ширина | |||||
|
К-во Просмотров: 487
Бесплатно скачать Курсовая работа: Профиль для металлических конструкций
| ||||||