Курсовая работа: Профиль для металлических конструкций
Открытые фланцы образуются боковыми стенками буртов одного и стенками гребня другого валка. Металл попадает в пространство, имеющее форму суживающегося клина, и обжимается по толщине, получая боковое обжатие. Наличие бокового обжатия в открытых фланцах является важной особенностью прокатки двутавровых балок. Закрытые фланцы врезают в один валок, поэтому деформацию металла в них можно сравнить с процессом волочения прутка через очко, в результате чего металл в закрытом фланце получает утяжку по высоте и толщине.
Положение открытых и закрытых фланцев чередуется в следующих друг за другом калибрах. Это дает возможность поочередно интенсивно обрабатывать верхнюю и нижнюю части профиля без его кантовки. Наличие уклонов в калибрах подобного типа не позволяет получить профиль балки с параллельными наружными гранями полок. Косое расположение калибров обеспечивает постоянство ширины калибров и параллельность наружных граней полок при переточках (рис. 4.1, в). При косой калибровке легче обжимать фланцы по толщине и можно сократить число проходов; меньше износ валков и выводных проводок; сокращается объем механической обработки при переточках валков. Однако при прокатке в косых калибрах возникают боковые усилия, вызывающие осевое смещение валков.
Универсальные калибры (рис. 4.1, г) применяют в специальных чистовых универсальных клетях при прокатке обычных балок на рельсобалочных и крупносортных станах, в главных черновых и чистовых клетях универсальных станов при прокатке широко полочных балок и колонных профилей. Прямое обжатие в таких калибрах осуществляется горизонтальными валками, боковое – вертикальными. Калибры черновых клетей универсальных балочных станов имеют уклоны наружных и внутренних стенок, что повышает степень использования горизонтальных валков и улучшает условия их службы. Универсальные калибры во всех чистовых клетях указанных выше станов уклона не имеют, что обеспечивает получение балок с параллельными наружными и внутренними гранями полок.
Симметричные балочные калибры (рис. 4.1, д) применяют на валках блюминга при прокатке больших балок, а также в обжимных клетях реверсивное дуо рельсобалочных станов [1].
Способ прокатки балок в прямых калибрах применяют на линейных и последовательных станах, снабженных рабочими клетями трио и дуо. Этот способ прокатки реализуется по-разному в зависимости от размеров двутавра.
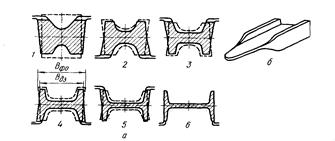
При прокатке балок малых размеров (№10–30) в черновых, предчистовых и чистовых клетях применяют закрытые балочные калибры (рис. 4.2). В этом случае прямоугольную заготовку вначале деформируют в закрытом разрезном калибре с острыми грёбнями. Затем полученный черновой профиль постепенно обжимают по стенке и фланцам в калибрах с чередующимся расположением относительно горизонтальной оси открытых и закрытых фланцевых ручьев. Это вызвано разным характером деформации металла в рассматриваемых ручьях (утяжка фланцев в закрытых и приращение в открытых ручьях). Поскольку уклоны наружных граней смежных калибров также чередуются, то в каждом проходе отогнутые наружу открытые фланцы заходят в закрытые ручьи калибра с противоположными уклонами наружных граней, причем ширина полосы по открытым фланцам Вфо больше соответствующей ширины калибра Вдз (4-й проход). Однако это не создает существенных затруднений при захвате металла валками благодаря так называемому «языку» на переднем и заднем концах раската. Вначале захватывается гребнями валков «язык», который втягивает в очаг деформации всю полосу. При этом под действием боковых стенок ручьев фланцы про филя изгибаются в противоположном направлении. Благодаря «языку» обеспечивается также надежный выход полосы из валков, так как «язык» поступает на выводную проводку раньше фланцев и помогает вытаскивать полосу, зажатую в закрытых ручьях калибра.
Уклон боковых стенок ручьев (выпуск калибра) обычно принимают в разрезном и первых черновых калибрах 4–8%, а затем постепенно уменьшают к чистовому калибру до 1%. В разрезном и чистовом калибрах для закрытых и открытых ручьев уклоны, как правило, делают одинаковыми, а в промежуточных калибрах – различными: 2–3% для закрытых и 5–8% для открытых фланцев ручьевых. Уклон внутренних граней фланцевых ручьев изменяется от 40–70% в разрезном калибре до 12–16% в чистовом калибре. При прокатке в прямых калибрах балок средних и крупных размеров (№33–60) первоначальный черновой профиль получают в открытых разрезных и балочных калибрах с широкими тупыми гребнями (рис. 4.3, а), размещаемых на валках обжимной реверсивной клети дуо крупносортного или рельсобалочного стана, а также на валках блюминга (при прокатке только крупных балок №45–60). Применение таких калибров вызвано необходимостью получить черновой профиль с широкой стенкой и сравнительно тонкими фланцами, что невозможно сделать в разрезных калибрах с острыми гребнями.
Рис. 4.2. Схема прокатки балок малых размеров
а) схема прокатки в прямых калибрах; б) форма концов раската.
1–6 – номера проходов (штриховыми линиями показаны контуры сечений полос, задаваемых в калибры)
В каждом открытом калибре дается несколько проходов при изменении расстояния между валками. Вследствие применения тупых гребней, формирование фланцев происходит медленно, особенно при прокатке из прямоугольной заготовки. После двух – четырех проходов металл вытекает в зазор между валками, поэтому раскат кантуют на 90° и затем прокатывают в специальных ребровых калибрах (проходы 5 и 6). Для получения чернового профиля по этому способу прокатки требуется 7–9 проходов, в то время как при прокатке в калибрах с острыми гребнями 2–3 прохода. У чернового про филя толщина стенки получается в 3–5 раз больше толщины стенки готовой балки, а соотношение между толщиной стенки и фланцев сохраняется примерно таким же, как у чистового профиля.
Рис. 4.3. Схема прокатки балок средних и крупных размеров
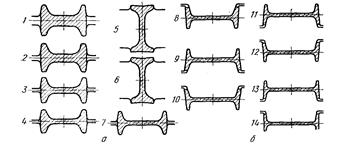
а) – в черновых реверсивных клетях дуо;
б) – в линии клетей трио и чистовой дуо.
Схема размещения калибров на валках рабочих клетей линейного стана
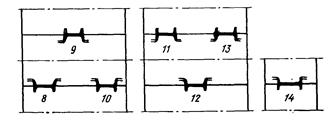
Рис. 4.4
Дальнейшая прокатка чернового раската в готовую балку происходит в закрытых балочных калибрах (см. рис. 4.3, 6), размещаемых на валках черновых клетей трио и чистовой клети дуо, как показано на рис. 4.4.
Особенности деформации балок на этом этапе прокатки обусловлены весьма широкой стенкой профиля. Поскольку площадь стенки составляет до 5% площади всего профиля, она оказывает сильное влияние на утяжку фланцев. Поэтому при калибровке крупных балок коэффициент обжатия стенки принимают меньше коэффициента обжатия фланцев. Особенностью калибровки валков для прокатки крупных балок является также стремление получить сравнительно большое уширение металла с целью поперечного растяжения стенки профиля гребнями валков. Как уже отмечалось, при прокатке крупных балок возникают трудности получения высоких фланцев. Чем глубже закрытые фланцевые ручьев, тем труднее предупредить значительную утяжку фланцев. Поэтому боковое обжатие фланцев обычно уменьшают или полностью исключают по всей высоте закрытых ручьев, а необходимую вытяжку фланцев обеспечивают за счет обжатия их по высоте.
Необходимо отметить, что эффективная прокатка балок в прямых калибрах возможна только при значительном уклоне внутренних граней фланцев, так как величина этих уклонов определяет интенсивность обжатия фланцев в открытых ручьях. При уклоне внутренних граней менее 12% и значительной высоте фланцев возникают трудности получения правильного профиля из-за невозможности бокового обжатия фланцев. Это ограничивает применение прямых балочных калибров для получения широкополочных балок. Для увеличения интенсивности бокового обжатия фланцев и прокатки тонко стенных балок с уменьшенными уклонами внутренних граней и увеличенной шириной полок применяют повышенные выпуски калибров до 12% с одновременным изгибом стенки калибра, как показано на рис. 4.5, а, б. Реже применяют калибры с прямой стенкой и увеличенными до 12% выпусками открытых фланцев (рис. 4.5, в). Величина этого выпуска ограничена условиями входа раската в закрытый балочный калибр; с увеличением выпуска ширина Полосы по отогнутым открытым фланцам становится значительно больше соответствующей ширины последующего калибра Вдз (см. рис. 4.2), 4-й, вследствие чего возрастает перегиб фланцев при втягивании раската в валки. При этом появляется опасность «закусывания» валками вершины фланца с последующим образованием заката [3].
Рис. 4.5. Форма черновых и подготовительных закрытых балочных калибров с увеличенным выпуском
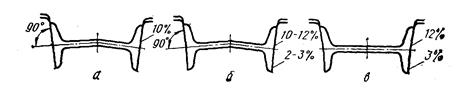
а) – с изгибом стенки и одинаковым выпуском у открытых и закрытых ручьев; б) – с изгибом стенки и разным выпуском открытых и закрытых ручье; в) – без изгиба стенки с разными выпусками у открытых и закрытых ручьев.
5. Методика расчета калибровки валков
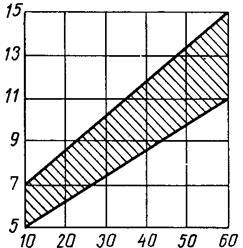
Произведем расчет калибровки для прокатки двутавровой балки №36 на стане 800 НТМК, пользуясь методом А.П. Чекмарева [1]. Размеры холодного профиля балки и допуски принимаем по ГОСТ 8239–72. Размеры профиля привидены в табл. 5.1. Уклон внутренней грани полок принимаем ≤ 12%. Пользуясь графиком (см. рис. 5.1), выбираем восемь фасонных калибров. Так как данный профиль является среднесортным профилем, то для схемы прокатки мы принимаем, что все восемь калибров прямые закрытые.
Рис. 5.1. График для выбора числа калибров при прокатке двутавровых балок и швеллеров
![]()