Курсовая работа: Расчет гидропривода многоцелевого сверлильно-фрезерно-расточного станка с числовым программным управлением
Горизонтальный многоцелевой (сверлильно-фрезерно-расточный) станок с ЧПУ модель ИР800МФ4 предназначен для обработки с высокой степенью точности (обеспечивает шероховатость обработанной поверхности Ra 1,25 мкм) малогабаритных корпусных деталей из черных и цветных металлов в серийном производстве.
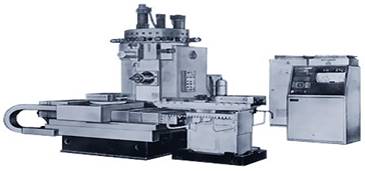
Рисунок 1 – Многоцелевой сверлильно-фрезерно-расточный горизонтальный станок с подвижной стойкой ИР800МФ4
Технические характеристики
| Длина, мм | 5388 |
| Ширина, мм | 5300 |
| Высота, мм | 3455 |
| Класс точности станка по ГОСТ 8-82, ( Н, П, В, А, С ) | П |
| Масса станка, кг | 10050 |
| Мощность двигателя главного движения, кВт | 22 |
| Частота вращения шпинделя min/max, об/мин | 21,2/3 000 |
| Тип УЧПУ и емкость инструментального магазина | УЧПУ |
| Диаметр шпинделя, мм | 105 |
| Ширина стола, мм | 800 |
| Длина рабочей поверхности стола, мм | 800 |
Этот станок предназначен для высокопроизводительной обработки корпусных деталей массой до 1500 кг из конструкционных материалов от легких сплавов до высокопрочных сталей.
Широкий диапазон частоты вращения шпинделя и скоростей подач позволяет производить сверление, зенкерование, развертывание, растачивание точных отверстий.
Наличие поворотного стола, устанавливаемого с высокой точностью, расширяет технологические возможности станка, позволяет обрабатывать соосные отверстия консольным инструментом.
Повышенная степень точности станка обеспечивает обработку отверстий по 7, 8 квалитетам с шероховатостью поверхности Rа=2,5 мкм.
Категория качества – высшая.
Высокая степень автоматизации вспомогательных функций станка позволяет встраивать его в автоматическую линию с управлением от ЭВМ.
Все узлы станка смонтированы на жесткой Т-образной станине, которая является общим основанием.
Лобовая бесконсольная шпиндельная бабка расположена внутри портальной стойки.
Поворотный индексируемый стол перемещается по отдельной станине, которая крепится на общем основании.
Устройство автоматической смены инструмента с инструментальным магазином барабанного типа монтируется на верхнем торце стойки.
Все базовые детали имеют обребренную конструкцию и обеспечивают максимальную жесткость и виброустойчивость при высокопроизводительной обработке, гарантируют длительное сохранение точности.
Жесткий шпиндель с диаметром под передним подшипником 105 мм и конусом № 50 изготовлен из цементируемой стали с высокой поверхностной твердостью (НRC 62). Шпиндель монтируется в отдельном корпусе на прецизионных цилиндро-роликовых и упорно-радиальном шариковом подшипниках, что обеспечивает оптимальную точность, жесткость и виброустойчивость.Гидромеханическое устройство зажима инструмента в шпинделе гарантирует надежность и быстродействие крепления режущего инструмента с усилием 1250 кг.
Привод шпинделя станка осуществляется двухступенчатой коробкой скоростей от электродвигателя постоянного тока мощностью 14 кВт. В диапазоне 21 – 174 об/мин на шпинделе обеспечивается постоянный момент, а в диапазоне 182 – 3000 об/мин – постоянная мощность.
Автоматическая ориентация шпинделя с. управлением ЧПУ и механической фиксацией расширяет технологические возможности станка, позволяет производить целую серию технологических циклов, в которых необходимо отвести резец от рабочей поверхности, не повреждая изделие.
Перемещение подвижных узлов по осям X, Y, Z осуществляется от высокомоментных электродвигателей с постоянным магазином, которые через упругие муфты высокой жесткости непосредственно соединены с прецизионными шариковыми винтовыми парами, обладающими нагрузочной способностью, жесткостью и долговечностью.
«Силовое удержание» узлов при резании осуществляется следящим приводом, что исключает необходимость применения зажимных устройств.
Совершенные электроприводы подач обеспечивают постоянное время разгона и торможения.
Позиционирование осуществляется одновременно по трем координатным осям X, Y, Z.
В подвижных узлах станка применена система комбинированных направляющих, состоящих из прецизионных роликовых опор качения и антифрикционного полимерного материала, обладающего низким коэффициентом трения и высокой демпфирующей способностью.Направляющие изготовлены из высококачественной закаленной стали и отшлифованы с высокой точностью и чистотой поверхности.
Телескопическая защита надежно защищает направляющие и шариковые винтовые нары от попадания стружки и смазочно-охлаждающей жидкости и обеспечивает длительное сохранение точности станка.
Встроенный поворотный индексируемый стол имеет 72 позиции через 5°. Установка стола происходит в автоматическом режиме.
Для установки и крепления деталей на поверхности плиты-спутника имеется сетка резьбовых отверстий.
Устройство автоматической смены инструментов, состоит из вращающегося инструментального магазина барабанного типа с кодированными гнездами емкостью на 30 инструментов и манипулятора.
Выбор инструмента в любой последовательности с последующей гидромеханической фиксацией инструментального магазина осуществляется во время механической обработки, Автоматическая смена плит спутников обеспечивает работу станков в автоматическом режиме, исключая из технологического цикла обработки Z время на установку и снятие деталей. Отдельно стоящее гидромеханическое устройство, установленное перед станком, обеспечивает ориентацию и фиксацию плиты-спутника на поворотном столе станка и загрузку-разгрузку плит спутников с помощью ползуна.
Работа гидравлических механизмов на станке обеспечивается аксиально-поршневым насосом переменной производительности с автоматическимрегулированием расхода, что гарантирует быстродействие исполнительных и уменьшает нагрев рабочей жидкости.
Управление гидроцилиндрами всех рабочих органов вспомогательных движений производится при помощи блочной гидроаппаратуры.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--